To produce spherical calcium carbonate (CaCO₃) particles through grinding, you need to control the grinding mechanism, equipment selection, process parameters, and additives to transform irregular calcite crystals into rounded/spherical shapes. The approach is most effective for ground calcium carbonate (GCC) using wet stirred mills with appropriate media and operating conditions.
Key Principles for Spherical Shape Formation
Spherical morphology is achieved by attrition-dominated grinding rather than impact-dominated breakage:
- Attrition: Shearing and rolling forces round particle edges, creating smoother, more spherical shapes
- Impact: Tends to produce angular, fractured particles with higher aspect ratios
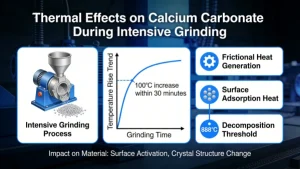
- The goal is to balance particle size reduction with shape modification, avoiding excessive energy input that causes crystal phase transformation
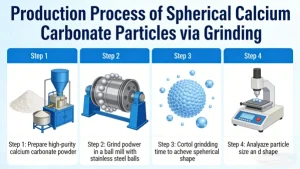
Recommended Production Process
1. Raw Material Preparation
- Start with high-purity calcite/limestone (95%+ CaCO₃), crushed to 100–200 μm feed size
- Remove impurities (iron oxides, clays) via magnetic separation to maintain whiteness and purity
- Prepare aqueous slurry with 30–50% solids content for wet grinding (optimizes particle-particle interaction)
2. Equipment Selection for Spherical Grinding
| Equipment Type | Best For | Spherical Shape Performance | Key Advantages |
|---|---|---|---|
| Wet Stirred Media Mill | Submicron to 5 μm | ★★★★★ | Attrition-dominated grinding; precise control over particle shape |
| Vertical Roller Mill | 5–45 μm | ★★★★☆ | Combined compression and shear; produces near-spherical particles |
| Ring Roller Mill | 10–45 μm | ★★★☆☆ | Moderate shearing; good for larger spherical GCC |
| Planetary Ball Mill | Laboratory-scale | ★★★★☆ | High energy input; effective with shape modifiers |
| Conventional Ball Mill | Coarse grinding | ★★☆☆☆ | Impact-dominated; produces more angular particles |
Recommended: Wet stirred mill with vertical design for continuous production.
3. Grinding Media Selection
- Zirconia (ZrO₂) microbeads (1–1.5 mm diameter): High density (6.0 g/cm³), low wear, ideal for attrition grinding
- Zirconium silicate beads: Cost-effective alternative with good wear resistance
- Avoid steel media: Risk of iron contamination affecting color and purity
- Media filling: 70–75% of mill volume for optimal shearing action
4. Process Parameters Optimization (Wet Stirred Mill)
| Parameter | Optimal Range | Effect on Spherical Shape |
|---|---|---|
| Stirrer Speed | 800–1,500 rpm (tip speed 5–8 m/s) | Balances attrition vs impact; higher speeds increase rounding efficiency |
| Grinding Time | 60–90 minutes | Longer times improve sphericity but risk overgrinding/phase change |
| Temperature | 70–80°C | Enhances particle mobility and edge rounding; avoids thermal degradation of additives |
| Ball-to-Powder Ratio | 10:1 to 20:1 | Higher ratios increase collision frequency and rounding efficiency |
| pH Control | 8–10 | Maintains particle surface charge; prevents agglomeration |
5. Additives for Spherical Shape Control
| Additive Type | Examples | Function | Dosage |
|---|---|---|---|
| Dispersants | Polyacrylates, sodium hexametaphosphate | Prevents agglomeration; improves particle mobility | 0.1–0.5% of CaCO₃ weight |
| Shape Modifiers | Citric acid, EDTA, polymers (PVA, PEG) | Adsorb on crystal surfaces; guide growth toward spherical morphology | 0.05–0.2% |
| Grinding Aids | Triethanolamine, glycols | Reduce energy consumption; enhance attrition efficiency | 0.01–0.1% |
6. Post-Grinding Processing
- Screening: Remove oversized particles with 325–400 mesh screens; recirculate coarse material
- Classification: Use hydrocyclones or centrifugal classifiers to isolate narrow size fractions (e.g., D₅₀ = 2–5 μm)
- Surface Treatment (optional): Coat with stearic acid or silanes to improve dispersibility in non-aqueous systems
- Drying: Use spray drying or flash drying to preserve spherical shape during moisture removal
Typical Spherical GCC Characteristics
- Shape: Spherical/near-spherical with aspect ratio <1.2 (compared to 1.5–2.0 for conventional GCC)
- Size Range: 1–10 μm (submicron possible with extended grinding)
- Crystalline Phase: Maintains calcite structure (avoid vaterite/aragonite transformation)
- 应用: Coatings, plastics, papermaking (improved flow, reduced abrasion, better mechanical properties)
Troubleshooting Common Issues
| Problem | Cause | Solution |
|---|---|---|
| Angular Particles | Excessive impact forces; wrong equipment | Switch to stirred mill; reduce tip speed; increase media size |
| Agglomeration | Insufficient dispersant; high solids content | Increase dispersant dosage; adjust pH to 8–10; reduce solids to 35–40% |
| Phase Transformation | Overgrinding; high energy input | Limit grinding time to <120 min; reduce stirrer speed; maintain temperature <90°C |
| Low Sphericity | Inadequate attrition; short grinding time | Increase grinding time to 90 min; use smaller media (1 mm); optimize ball-to-powder ratio |
Industrial Best Practices
- Pilot Testing: Optimize parameters (media size, speed, time) at lab scale before scaling up
- Process Monitoring: Use dynamic image analysis (DIA) to track particle shape (aspect ratio) in real time
- Energy Efficiency: Recycle process water; use variable frequency drives for stirrer speed control
- Quality Control: Regularly test for particle size distribution (D₁₀, D₅₀, D₉₀), sphericity, and purity
Comparison: Grinding vs Precipitation Methods for Spherical CaCO₃
| Method | Sphericity Control | Cost | Production Scale | Crystal Phase |
|---|---|---|---|---|
| Grinding (GCC) | Moderate (attrition-based) | Lower | Large-scale | Calcite (stable) |
| Precipitation (PCC) | High (crystal growth control) | Higher | Medium-scale | Vaterite/aragonite (metastable) |
Grinding is preferred for large-volume, cost-sensitive applications requiring stable calcite phase, while precipitation offers ultra-spherical, uniform particles for high-end uses.
Final Recommendations for Spherical GCC Production
- Use a wet stirred media mill with zirconia microbeads (1–1.5 mm)
- Operate at 70–80°C, 800–1,500 rpm, for 60–90 minutes with 40% solids
- Add 0.1–0.5% polyacrylate dispersant and 0.05% citric acid as shape modifier
- Classify to target size (e.g., D₅₀ = 2 μm) for optimal spherical properties