The production of nano calcium carbonate (nano-CaCO₃, typically with particle sizes between 1–100 nm) is not merely about achieving “finer particles.” Rather, it is driven by the unique physical and chemical properties that emerge at the nanoscale—properties that offer significant advantages over conventional micron-sized calcium carbonate across numerous high-end applications. Below are the core reasons behind the development and industrialization of nano calcium carbonate:
I. Performance Advantages: Small Size, Big Impact
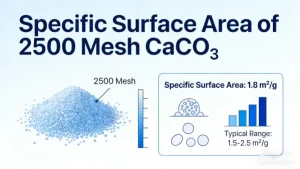
1. Exceptionally HighSpecific Surface Area
Reducing particle size to the nanoscale dramatically increases specific surface area (typically 20–100 m²/g), resulting in a high proportion of surface atoms and enhanced reactivity.
→ This enables stronger interfacial interactions with matrices such as polymers or resins, significantly improving composite material performance.
2. SuperiorDispersionand Filling Capability
Nano-sized particles disperse uniformly within a matrix, filling microscopic voids and creating a denser, more homogeneous structure.
→ Enhances mechanical strength, toughness, wear resistance, and gas barrier properties of the final product.
3. Improved Optical and Surface Properties
Particle sizes smaller than the wavelength of visible light (400–700 nm) cause minimal light scattering.
→ In plastics and coatings, this preserves high transparency or gloss, whereas conventional CaCO₃ often causes whitening or haze.
II. Application-Driven Demand: Meeting Advanced Industrial Needs
🏭 1. High-Performance Plastics and Rubber
Reinforcement and toughening: As a functional filler, it significantly improves tensile strength, impact resistance, and thermal stability of materials like polypropylene (PP), polyvinyl chloride (PVC), and rubber.
Cost-effective substitution: Reduces reliance on expensive additives like carbon black or silica.
✅ Used in automotive parts, wire & cable insulation, footwear, and sealants.
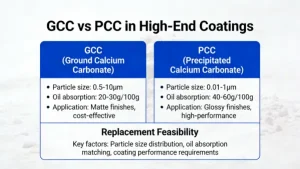
🎨 2. Premium Coatings and Inks
Enhances coating density, abrasion resistance, and weatherability;
Improves flow leveling and storage stability;
In high-quality paper coatings, boosts smoothness, brightness, and printability.
💊 3. Pharmaceuticals and Food
High-purity nano-CaCO₃ serves as a highly bioavailable calcium supplement (larger surface area enables faster dissolution and better absorption);
Functions as a drug delivery carrier or tablet excipient with excellent flowability and compressibility.
📄 4. Specialty Paper and Films
Used in high-gloss coated paper, breathable films, and biodegradable plastic films;
Nano-filler improves paper bulk, opacity, and print performance.
🧴 5. Cosmetics
Acts as a mild abrasive (in toothpaste), thickener, or skin-feel modifier;
Ultrafine particles provide a silky texture without damaging enamel or skin.
III. Technological and Economic Value
td {white-space:nowrap;border:0.5pt solid #dee0e3;font-size:10pt;font-style:normal;font-weight:normal;vertical-align:middle;word-break:normal;word-wrap:normal;}
| Advantage | Explanation |
| High added value | Nano-CaCO₃ sells for 2–10 times the price of standard precipitated CaCO₃, offering substantial profit margins. |
| Industrial upgrading | Supports strategic emerging industries (e.g., new materials, biomedicine, renewable energy) requiring advanced inorganic fillers. |
| Green substitution potential | Can replace energy-intensive or polluting additives, contributing to sustainable manufacturing. |
IV. Challenges and Future Directions
Despite its benefits, nano calcium carbonate faces several challenges:
Tendency to agglomerate: Requires surface modification (e.g., with fatty acids or titanate coupling agents) to ensure stable dispersion.
High production costs: Precise control over particle size and morphology (e.g., cubic, chain-like, spindle-shaped) demands sophisticated processes.
Safetyevaluation: Rigorous biocompatibility and toxicological assessments are needed for use in food, pharmaceuticals, and cosmetics.
Current R&D focuses on:
Green, low-cost synthesis methods (e.g., biomimetic routes, CO₂ mineralization);
Morphology-controlled synthesis;
Advanced surface functionalization technologies.
Summary
✅ The primary purpose of producing nano calcium carbonate is to: Leveragenanoscale effects to overcome the performance limitations of conventional calcium carbonate and enable advanced applications in high-tech manufacturing and new materials.
It is far more than just “finer powder”—it is a critical functional material bridging basic chemical industry and cutting-edge technologies, representing a strategic shift in the calcium carbonate sector from quantity-driven to quality- and performance-driven development.