In the calcium carbonate (CaCO₃, mainly GCC/Ground Calcium Carbonate) processing industry, “footprint” is evaluated across two core dimensions:environmental (carbon) footprint(dominated by energy consumption, the largest source of emissions) andphysical (space) footprint(floor area required for the mill system). Below is a standardized comparison of mainstream CaCO₃ mills, based on benchmark conditions: dry grinding for D97=5–10μm GCC, and matched production capacity (~10 t/h).
1. Environmental (Carbon) Footprint Comparison
Carbon footprint for CaCO₃ mills is primarily driven byspecific energyconsumption (SEC, kWh per ton of product), with additional contributions from wear part consumption and auxiliary system emissions. Lower SEC directly correlates to lower carbon footprint.
| Mill Type | Typical SEC (kWh/t) | Relative Carbon Footprint (Ball Mill = 100%) | Core Performance Notes |
| Wet Stirred/Attritor Mill | 40–70 | 25–44% | Lowest carbon footprint for ultra-fine (<2μm) CaCO₃; dominant in paper/paint slurry applications. Energy savings are offset if additional drying is required for dry powder products. |
| Ring Roller Mill (Ultrafine) | 85–100 | 53–63% | Lowest SEC for dry ultrafine grinding (325–3000 mesh CaCO₃); high energy efficiency via multi-layer extrusion grinding. |
| Raymond Mill (Trapezium Mill) | 110–140 | 69–88% | Optimized for coarse to medium fineness (200–800 mesh); low carbon footprint for standard GCC production with integrated process design. |
| Vertical Roller Mill (VRM) | 140–180 | 88–113% | 20–30% lower energy consumption than ball mills for large-scale production; integrates drying, grinding, classification, and conveying in one system. |
| Ball Mill + Air Classifier System | 150–170 | 94–106% | Industry benchmark for large-scale 5–45μm GCC; stable performance but lower energy efficiency, with additional carbon emissions from high wear part consumption. |
| Vibration Mill | 150–170 | 94–106% | For medium ultrafine powder; limited by high media wear and moderate energy efficiency. |
| Dry Stirred/Attritor Mill | 180–220 | 113–138% | For dry ultrafine (<5μm) CaCO₃; higher SEC than wet grinding processes. |
| Impact/Jet Mill | 250–280 | 156–175% | Highest carbon footprint; only used for high-value ultra-fine/nano CaCO₃ with strict particle size distribution requirements. |
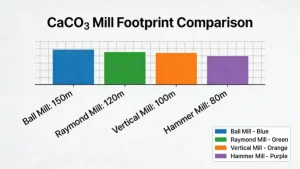
2. Physical (Space) Footprint Comparison
Physical footprint is measured by the total floor area required for the main mill unit, auxiliary equipment (classifier, dust collector, conveyor, etc.), and operational clearance.
| Mill Type | Relative Physical Footprint (Ball Mill System = 100%) | Layout & Space Characteristics |
| Ring Roller Mill | 30–40% | Compact vertical multi-layer structure; minimal auxiliary equipment; smallest floor space for ultrafine CaCO₃ production. |
| Raymond Mill | 35–45% | Vertical integrated design; combines grinding, classification, and dust collection in a single system; flexible layout for limited plant space. |
| Vertical Roller Mill (VRM) | 40–50% | Vertical compact layout; 50–60% smaller than ball mill systems for large-capacity lines, with all core processes integrated into one tower. |
| Dry Stirred Mill | 55–65% | Vertical main unit; requires additional classification and dust control equipment; moderate footprint. |
| Jet Mill System | 70–85% | Requires large auxiliary equipment (high-pressure air compressors, cooling systems, multi-stage classification); high total space demand. |
| Ball Mill + Air Classifier System | 100% (Benchmark) | Horizontal long-cylinder main unit; requires separate, dispersed auxiliary systems; largest footprint, with a mandatory long linear layout. |
Key Factors Influencing Footprint
-
TargetFineness: As particle size decreases (ultrafine/nano CaCO₃), SEC and carbon footprint rise exponentially for all dry mills. Wet stirred mills maintain far superior energy efficiency for sub-2μm products.
-
Production Scale: For large-capacity lines (>50 t/h), VRM has a smaller relative footprint than Raymond/ring roller mills, as its integrated system scales more efficiently.
-
Full Lifecycle Impact: Ball mills have 5–10% additional lifecycle carbon footprint from higher wear part (steel balls, liners) consumption, while VRM and ring roller mills have lower wear rates and longer service life.
-
Process Integration: Mills with integrated drying, classification, and dust collection (VRM, Raymond, ring roller) have significantly smaller space and carbon footprints than split-process systems.