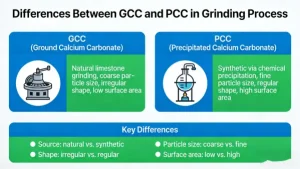
The grinding processes for Ground Calcium Carbonate (GCC) and Precipitated Calcium Carbonate (PCC) differ fundamentally due to their raw material origins, microstructures, and physical properties—GCC is produced by physical comminution of natural calcium carbonate ores (limestone/marble), while PCC is a chemically synthesized calcium carbonate (via carbonization of lime milk) that requires grinding only to break up synthetic agglomerates (not primary ore crushing). These core differences drive distinct choices in grinding methods, equipment, energy consumption, and process design for the two products, with PCC grinding focused on deagglomeration anddispersion and GCC grinding focused on particlesize reduction and classification.
Below is a comprehensive industrial comparison of their grinding processes, including core differences, key process details, and practical application considerations—aligned with mainstream CaCO₃ production practices for fillers, coatings, plastics, and other end uses.
Core Grinding Process Differences: GCC vs PCC (Industrial Standard)
This table summarizes the critical distinctions across all key grinding process dimensions, the primary reference for CaCO₃ production line design:
| Grinding Index | Ground Calcium Carbonate (GCC) | Precipitated Calcium Carbonate (PCC) |
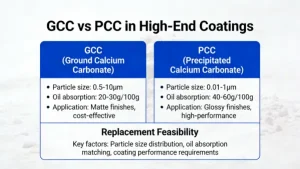
| Raw Material for Grinding | Natural limestone/marble ore (Mohs hardness 3–3.5); feed size 5–20mm (after preliminary crushing). | Synthetic PCC agglomerates (loose, porous; primary particle size 0.01–5μm); feed is wet filter cake (moisture 30–40%) or dry agglomerated powder. |
| Core Grinding Purpose | Primary particle size reduction: Break large ore particles into fine powder (coarse to ultra-fine) with controlled particle size distribution (PSD). | Deagglomeration & dispersion: Break weak synthetic agglomerates into individual primary PCC particles; no need for primary ore crushing. |
| Main Grinding Method | Dry grinding dominant (90% of industrial production); wet grinding only for high-purity ultra-fine GCC (D50 <1μm). | Wet grinding dominant (80% of industrial production); dry grinding only for low-end coarse PCC (prone to secondary agglomeration). |
| Core Grinding Equipment | – Coarse/fine (100–1250 mesh): Vertical mill, Raymond mill, ring roller mill (closed-circuit with air classifier). – Ultra-fine (1250–3000 mesh): Jet mill, air classifier mill. | – Wet grinding (ultra-fine/nano): Horizontal sand mill, bead mill, wet ball mill (slurry concentration 30–60%). – Dry grinding (coarse): High-speed mechanical mill (with deagglomeration rotor). |
| Unit Grinding Energy Consumption (325 mesh, dry basis) | 15–25 kWh/t (core grinding); dominated by ore breakage energy. | 5–12 kWh/t (core grinding); low energy (only agglomerate breakage); high energy for pre-drying (if starting from wet filter cake). |
| Key Process Difficulty | – Avoid overgrinding (increases energy consumption). – Control narrow PSD (via high-precision air classification). – Reduce impurity introduction (ore wear on mill liners). | – Prevent secondary agglomeration (critical for wet/dry grinding). – Maintain primary particle integrity (avoid crushing fine primary PCC). – Improve slurry dispersion (add dispersants for wet grinding). |
| Max Fineness Achievable | Dry grinding: 3000 mesh (D50 ~5μm); wet grinding: D50 ~0.5μm (high energy consumption, low efficiency). | Wet grinding: D50 ~0.01μm (nano-grade, retains primary particle size); dry grinding: limited to 2000 mesh (severe secondary agglomeration). |
| Circuit Design | Closed-circuit grinding mandatory (grinder + air classifier) for all fineness; reduces overgrinding, optimizes PSD. | – Wet grinding: Open-circuit (no classifier needed; slurry natural classification). – Dry grinding: Simple closed-circuit (grinder + low-efficiency classifier). |
| Pretreatment Before Grinding | Preliminary crushing (jaw/cone crusher) to reduce ore to 5–20mm; drying only for high-moisture ore (>5% moisture). | – Wet grinding: Slurry preparation (mix filter cake with water + dispersant, adjust concentration). – Dry grinding: High-temperature drying (100–120°C) to reduce moisture to <0.5% + pre-deagglomeration. |
| Surface Modification Compatibility | Dry grinding → dry surface modification (integrated process, low cost; mainstream for GCC). | Wet grinding → in-situ wet surface modification (best dispersion, no agglomeration; mainstream for PCC); dry grinding → dry modification (poor effect, high modifier dosage). |
| PSD Control Characteristic | PSD determined by grinding equipment + classifier; easy to adjust fineness (100–3000 mesh) via classifier settings. | PSD determined by synthesis process (primary particle size); grinding only unlocks existing primary particle PSD (no fineness adjustment). |
Key Process Details: GCC Grinding vs PCC Grinding
Ground Calcium Carbonate (GCC) Grinding Process
GCC grinding is a classic physical comminution process for natural ores, with process design centered on energy-efficientparticlesize reduction and precise classification—it is the most mature CaCO₃ grinding process, with dry closed-circuit grinding as the industrial mainstream.
Coreworkflow: Natural ore → preliminary crushing (5–20mm) → drying (if needed) → dry grinding (vertical/Raymond mill) → air classification → qualified GCC powder → (optional) dry surface modification.
Key characteristics:
Requires multi-stage size reduction (crushing → coarse grinding → fine grinding) for natural ore; no pre-deagglomeration step.
Closed-circuit grinding with air classifiers is mandatory for all fineness grades—this eliminates overgrinding (the biggest energy waste in GCC grinding) and ensures a narrow PSD (critical for downstream filler/coating applications).
Energy consumption increases exponentially withfineness (follows Bond’s Grinding Law): 325 mesh (15–25 kWh/t) → 1250 mesh (40–60 kWh/t) → 3000 mesh (80–120 kWh/t).
Wet grinding is only used for high-purity ultra-fine GCC (e.g., electronics/coating grade) to reduce impurity introduction (ore liner wear in dry grinding) and improve dispersion.
Precipitated Calcium Carbonate (PCC) Grinding Process
PCC grinding is a post-synthesis deagglomeration process—the primary particle size and crystal form (calcite/aragonite/vaterite) are determined by the chemical synthesis step, and grinding only serves to break up weak agglomerates formed during synthesis/filtration/drying. Process design is centered on preserving primary particle integrity and preventing secondary agglomeration.
Core wet grindingworkflow(mainstream): PCC filter cake (30–40% moisture) → slurry preparation (water + dispersant e.g., sodium polyphosphate) → wet grinding (sand/bead mill) → (optional) in-situ wet surface modification → PCC slurry (direct supply) / filtration/drying → modified PCC powder.
Core dry grindingworkflow(low-end): PCC filter cake → drying (100–120°C) → pre-deagglomeration → dry grinding (high-speed mill) → dry PCC powder (prone to secondary agglomeration).
Key characteristics:
No preliminary crushing: PCC is synthesized as fine agglomerates, so crushing equipment (jaw/cone crusher) is not required—grinding lines are more compact and lower cost than GCC lines.
Low grinding energy consumption: Only weak agglomerates are broken (no ore breakage), so core grinding energy is 1/3–1/2 of GCC grinding; energy cost is dominated by drying wetfiltercake (if producing dry PCC powder) or slurry preparation (if producing wet slurry).
Dispersants are mandatory for wet grinding: Add 0.1–0.5% dispersant to PCC slurry to prevent re-agglomeration and reduce grinding resistance—this is the key to efficient PCC wet grinding.
PSDis fixed by synthesis: Grinding cannot reduce PCC primary particle size or change PSD; it only unlocks the PSD of the synthesized primary particles (a critical distinction from GCC, where grinding directly determines PSD).
Critical Supplementary Differences for Industrial Production
Impurity Introduction & Purity Control
GCC: Grinding introduces minor mechanical impurities (e.g., iron from mill liners/grinding media) due to natural ore wear—requires magnetic separation/air classification for high-purity GCC (99.5%+ CaCO₃).
PCC: Chemically synthesized with high purity (99.5%+ CaCO₃ by default); grinding has almost no impurity introduction (wet grinding uses inert grinding media e.g., zirconia beads)—ideal for high-purity applications (cosmetics, food, electronics).
Agglomeration Tendency & Dispersion Performance
GCC: Low agglomeration tendency (dense, irregular natural particles); dry-ground GCC powder has good dry flowability (no secondary agglomeration without moisture).
PCC: High agglomeration tendency (loose, porous synthetic particles with high surface energy); dry grinding leads to severe secondary agglomeration (loses nano/ultra-fine characteristics), making wet grinding the only choice for high-end PCC (coatings, inks, adhesives) where dispersion is critical.
Process Integration with Surface Modification
A key industrial consideration—grinding method directly determines the optimal surface modification process (the most important post-grinding step for CaCO₃):
GCC: Dry grinding → dry surface modification (integrated process, low cost, mainstream for 90% of GCC products); dry-ground powder is mixed with modifiers (stearic acid) in a high-speed mixer for direct modification.
PCC: Wet grinding → in-situ wet surface modification (best performance, mainstream for high-end PCC); modifiers are added directly to the wet grinding slurry, with uniform adsorption on PCC primary particles (no agglomeration) and no need for post-grinding mixing.
Production Cost & Scalability
GCC: Low capital and operating costs (mature natural ore grinding technology, large-scale production >100.000 t/a); ideal for low/mid-end filler applications (plastics, rubber, building materials) where cost is the core factor.
PCC: Higher capital costs (chemical synthesis + wet grinding equipment) and operating costs (drying/slurry preparation); production scale is smaller (<50.000 t/a) than GCC—ideal for high-end applications (coatings, inks, nano plastics) where performance (dispersion, toughening) is the core factor, and high product prices offset grinding costs.
Summary: How to Choose GCC vs PCC Grinding Processes (Industrial Application)
The choice between GCC and PCC grinding is not a technical trade-off but a product/application-driven decision—the two processes serve completely different market segments, with no direct substitution in their core applications. Use this quick industrial selection guide for CaCO₃ production line design or product development:
Choose GCC grinding if:
Target application: Low/mid-end fillers (plastics, rubber, building materials, putty powder) where cost is the core factor and dispersion/ purity requirements are low.
Production scale: Large-scale (>100.000 t/a) with dry grinding equipment (vertical/Raymond mill) and closed-circuit classification.
Process preference: Integrated dry grinding + dry surface modification (low cost, simple process, no wastewater).
ChoosePCCgrinding if:
Target application: High-end liquid/solid systems (coatings, inks, adhesives, nano plastics) where dispersion, purity, and performance (toughening) are the core factors.
Production scale: Medium/small-scale (<50.000 t/a) with chemical synthesis + wet grinding equipment (sand/bead mill) and in-situ wet surface modification.
Product requirement: Ultra-fine/nano CaCO₃ (D50 <1μm) with narrow PSD and high dispersion (only achievable via PCC wet grinding).
Key technical note:
PCC grinding cannot replace GCC grinding for large-scale, low-cost filler production, and GCC grinding cannot produce the ultra-fine, high-dispersion powder of PCC wet grinding—together, the two processes form the complete industrial CaCO₃ grinding system, covering all fineness grades and application scenarios from low-cost fillers to high-end nano materials.
In short, GCC grinding is a cost-efficient physical comminution process for natural ores, while PCC grinding is a performance-focused post-synthesis deagglomeration process for synthetic particles—their core differences are rooted in raw material origin and microstructure, and this is the unchanging principle for industrial CaCO₃ grinding process design and optimization.