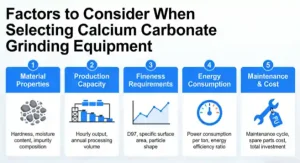
Choosing the right grinding equipment for calcium carbonate is critical—it directly impacts product quality, production efficiency, and operating costs. A comprehensive evaluation must consider raw material properties, product specifications, economic viability, environmental compliance, and more. Below are the key factors to consider when selecting calcium carbonate grinding equipment:
Raw Material Characteristics (Feedstock Properties)
| Factor | Description |
| Ore Type | Calcite, marble, or limestone—all have similar Mohs hardness (~3)—are suitable for most mills. |
| Initial Particle Size | Typically requires feed size ≤5–10 mm; larger sizes necessitate pre-crushing, influencing mill selection. |
| Moisture Content | Dry-process systems require moisture ≤0.5%; wet feed demands drying or a switch to wet grinding. |
| Impurity Levels | Iron, silica, or clay reduce brightness and purity; high-end applications may require magnetic separation or flotation pretreatment. |
Product Specifications (End-Use Requirements)
| Parameter | Impact on Equipment Choice |
| Target Fineness (D97 or D50) |
• D97 = 10–45 μm → Raymond mill, roller pendulum mill • D97 = 5–15 μm → Ultrafine ring roller mill (e.g., HCH series) • D97 = 1–10 μm → Jet mill (flat or fluidized bed) • <1 μm (nano) → Wet grinding + spray drying |
| Particle Size Distribution (PSD) | Narrow PSD requires high-precision classifiers (e.g., turbine air classifiers); jet mills excel here. |
| Particle Morphology | Spherical/cubic shapes improve packing (plastics); platy shapes enhance opacity (coatings). Mill type affects shape. |
| Brightness & Purity | To avoid metal contamination, choose ceramic-lined mills or jet mills (no mechanical contact). |
| Need for Surface Modification? | If in-line modification is required, select a dry system integrable with a surface modifier. |
Capacity and Energy Efficiency
| Consideration | Details |
| Hourly Output (t/h) | Lab-scale (<1 t/h), pilot (1–5 t/h), industrial (5–30+ t/h) require different equipment scales. |
| Specific Energy Consumption (kWh/t) |
• Raymond mill: 30–60 kWh/t • Ultrafine ring roller mill: 50–100 kWh/t • Jet mill: 150–400+ kWh/t (energy use rises exponentially with fineness) |
| Energy Efficiency Ratio | Modern ring roller mills consume ~1/3 the energy of jet mills—prioritize energy-efficient options when fineness allows. |
Comparison of Main Dry Grinding Technologies
| Mill Type | Suitable Fineness (D97) | Advantages | Disadvantages | Typical Applications |
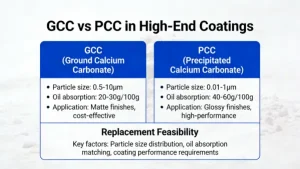
| Raymond / Roller Pendulum Mill | 10–45 μm | Low cost, simple maintenance, high capacity | Irregular particle shape, limited ultrafine capability | Standard GCC (≤600 mesh) |
| Ultrafine Ring Roller Mill (e.g., HCH) | 3–15 μm | Moderate energy use, good particle shape, high automation | Higher initial investment | Mainstream ultrafine GCC (800–2500 mesh) |
| Jet Mill (Flat / Fluidized Bed) | 1–10 μm | High purity, no contamination, narrow PSD | High energy use, lower throughput | Premium applications (electronics, pharma, batteries) |
| Ball Mill + Classifier | Down to ~2 μm | High single-unit capacity | High energy use, overgrinding, contamination risk | Niche requirements only |
Note: Wet grinding is primarily used for nano-CaCO₃ (PCC or GCC) but involves complex processes and higher costs—typically reserved for high-value applications.
Investment and Operating Costs
| Cost Component | Notes |
| Capital Investment | Jet mill > Ring roller mill > Raymond mill |
| Installation & Infrastructure | Jet mills require air compressors or steam boilers and large footprints; ring roller mills are more compact and integrated. |
| Maintenance Costs | Wear parts (grinding rollers, liners, nozzles) vary by material; ceramic components last longer but cost more. |
| Labor & Automation | Modern ring roller and jet mills feature full automation, reducing labor dependency. |
Environmental and Safety Compliance
-
Dust Control: High-efficiency pulse-jet bag filters are mandatory (emissions ≤10 mg/m³).
-
Noise Reduction: Crushers and blowers require acoustic enclosures.
-
Explosion Protection: GMP compliance needed for food/pharma; explosion-proof design required if organic modifiers are used.
-
Energy Regulations: Some regions restrict high-energy equipment (e.g., conventional jet mills).
✅ Recommendation: Before final investment, conduct pilot-scale trials and request a customized process package from equipment suppliers—including data on particle size, energy consumption, and brightness—to avoid mismatches between theoretical performance and real-world results.
If you can provide specific parameters (e.g., feed moisture, target D97, production capacity, end-use application), I can recommend the most suitable equipment type and typical supplier solutions.