Key Reasons for Unsuitability
-
Severeparticleagglomeration and collapsed grinding efficiency
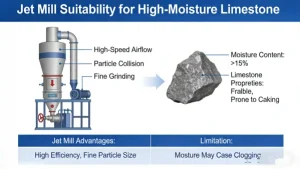
Jet mills rely on high-velocity compressed gas to accelerate limestone particles, achieving ultra-fine grinding via inter-particle collision, impact and shear. High surface moisture creates liquid bridges between particles, triggering strong agglomeration. Agglomerated particles cannot be effectively accelerated by the air flow, completely undermining the mill’s core grinding mechanism. This leads to a sharp drop in efficiency, and even total failure to reach the target particle size.
-
Critical equipment fouling, blockage and operational risks
Wet, moisture-laden limestone particles readily adhere to the inner walls of the grinding chamber, classifier wheel, discharge pipes and cyclone separators. This causes rapid fouling and blockage: the precision classifier wheel (critical for particle size control) loses classification accuracy, resulting in out-of-spec product; severe blockages force unplanned shutdowns for cleaning, and may even cause permanent equipment damage in extreme cases.
-
Prohibitive energy consumption and poor economic viability
Jet mills are inherently energy-intensive equipment. Processing high-moisture limestone requires additional energy to evaporate residual moisture in the grinding chamber, and demands a far higher volume of compressed gas to maintain effective flow dynamics. This causes a dramatic surge in operating costs, making the process economically unfeasible for nearly all industrial applications.
Moisture Threshold for Jet Mill Processing
For standard industrial jet mills:
-
The maximum allowable inlet moisture content for limestone is≤1%, with an optimal feed moisture of ≤0.5%.
- For marginally elevated moisture (1–3%), minor modifications (e.g., pre-heated compressed dry air to reduce relative humidity in the grinding chamber) can partially mitigate agglomeration and fouling.
-
For limestone with moisture contentexceeding 3%, even modified jet mills cannot resolve the core technical issues, and direct processing is strongly discouraged.
Recommended Solutions for High-Moisture Limestone
-
Pre-drying + jet mill processing: If ultra-fine particle size (typically <10μm, even <2μm) is strictly required, install a pre-drying system (e.g., rotary dryer, flash dryer) to reduce limestone moisture to ≤0.5% before feeding into the jet mill.
-
Moisture-tolerant grinding equipment: For high-moisture feedstock without pre-drying, select equipment designed for wet/high-moisture materials, such as vertical roller mills, Raymond mills, wet ball mills, and stirred mills. Wet grinding processes can directly handle limestone slurry with extremely high moisture content, with stable operation and lower overall costs.