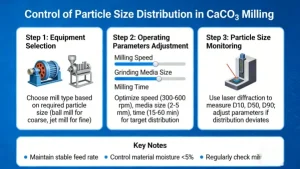
Controlling the particle size distribution(PSD) of calcium carbonate (CaCO₃) during milling is a systematic process that hinges on the synergy of raw material pretreatment, milling equipment selection/parameteroptimization, high-precision classification, and process operation control. The core goal is to tailor the PSD (e.g., narrow/wide distribution, D50/D97 target values) to downstream application requirements (e.g., coatings/inks need narrow PSD fine powder; plastic filling allows moderate wide PSD) while avoiding excessive over-grinding (wastes energy) or under-grinding (unqualified coarse particles).
CaCO₃ milling is mainly divided into dry milling (for most industrial fillers, D50: 1–45 μm) and wet milling (for ultra-fine/nano CaCO₃, D50: 0.1–5 μm), and their PSD control strategies differ slightly (dry milling relies on mechanical grinding + air classification; wet milling on media grinding +liquid phaseclassification). Below is a comprehensive, industrial-scale PSD control method covering both dry and wet milling, with key parameters and actionable operations for different scenarios:
Core Principle of CaCO₃ PSD Control
PSD is determined by two opposing processes in milling:
Particlebreakage: Milling equipment provides impact, shear, and grinding forces to reduce large CaCO₃ particles to the target size;
Particleclassification: Qualified fine particles are timely separated and collected from the mill, while unqualified coarse particles are returned to the mill for re-grinding.
The key to precise PSD control is matching the breakage rate of the mill with the separation efficiency of theclassifier:
Narrow PSD: Maximize the classification accuracy (screen out coarse particles strictly) and avoid over-grinding of fine particles;
Target D50/D97: Adjust the grinding intensity (to control breakage degree) and classification cut size (to control the critical particle size of collection).
No over-grinding/under-grinding + high-precision classification = stable, qualified CaCO₃ PSD.
Raw Material Pretreatment: Lay the Foundation for Uniform PSD
Uncontrolled raw material properties are the primary cause of PSD deviation. Pretreatment ensures the feed to the mill is uniform, pure, and consistent, eliminating raw material-induced PSD fluctuations:
(1) Control feed particle size and uniformity
Pre-crush limestone/CaCO₃ ore to a uniform feed size (matching the mill’s design feed: e.g., Raymond mill ≤30 mm; ball mill ≤25 mm; air classifier mill ≤10 mm) using a jaw crusher/hammer crusher with a vibrating screen.
Remove oversize coarse particles (>design feed) via screening—avoid mixed large/small feed particles, which cause uneven grinding (large particles under-grind, small particles over-grind).
(2) Strictly control raw material moisture
Dry milling: Keep moisture ≤5% (optimal 1–3%, consistent with your previous 3% moisture limestone milling); excess moisture causes particle agglomeration (secondary particles form, leading to false coarse PSD) and classifier blockage. If moisture is too high, add a low-temperature dryer (80–120℃) before milling.
Wet milling: Control slurry solid content (not raw material moisture) — solid content directly affects particle collision/breakage efficiency (detailed in Section 3).
(3) Remove impurities and hard inclusions
Use a magnetic separator to remove iron impurities (e.g., iron ore, scrap iron) and a sieve to remove non-CaCO₃ hard inclusions (e.g., quartz, feldspar). Hard inclusions cause uneven wear of grinding media/liners (reducing grinding uniformity) and generate coarse impurity particles that contaminate the product PSD.
PSD Control for Dry Milling of CaCO₃ (Most Widely Used)
Dry milling is the mainstream process for industrial CaCO₃ fillers (D50: 2–45 μm), with core equipment: milling host + air classification system (the classifieris the key to dry milling PSD control). Below are control strategies for the 4 most common dry mills, with focus on adjustable parameters and PSDtuningmethods:
Key Dry Milling Equipment & PSD Control Parameters
| Milling Equipment | Applicable PSD Range (D50) | Core Grinding Parameters (Control Breakage) | Core Classification Parameters (Control Separation) | PSD Tuning Tips (Narrow/Target D50) |
| Raymond Mill (Suspension Roller Mill) | 5–45 μm (coarse/medium fine) | Roller pressure, grinding ring speed, feed rate | Fan air volume, classifier wheel speed, cyclone separator diameter | – Narrow PSD: Increase classifier speed (reject coarse particles) + reduce fan air volume (slow down fine particle carry-over);- Finer D50: Raise roller pressure + increase classifier speed |
| Dry Vertical Mill | 3–20 μm (medium fine) | Grinding roller pressure, mill table speed, feed rate | Separator wheel speed, hot air volume/temperature, mill internal air flow | – Narrow PSD: Maximize separator speed (high-precision classification);- Finer D50: Increase roller pressure + reduce feed rate (longer grinding time) |
| Ball Mill (Tube Mill) | 2–30 μm (flexible PSD) | Grinding media gradation, media filling rate (25–40%), mill speed (70–80% critical speed) | Closed-circuit air classifier speed, return ratio of coarse particles | – Narrow PSD: Adopt closed-circuit milling + high-speed impeller classifier (replace open-circuit cyclone classification);- Media gradation: Fine powder needs small-diameter media (φ5–20 mm) with narrow gradation |
| Air Classifier Mill (ACM)/Fluidized Bed Jet Mill | 1–10 μm (ultra-fine dry powder, narrow PSD) | Grinding air pressure (0.6–1.0 MPa), feed speed, nozzle number/angle | Classifier wheel speed (core), collection cyclone efficiency | – Best for narrow PSD: Jet mill + high-precision impeller classifier (PSD span d90/d10 ≤3);- Finer D50: Increase air pressure + raise classifier speed |
Critical Dry Milling PSD Control Operations (Universal for All Dry Mills)
Classifer speed is the most directPSDcontrol knobThe impeller classifier (the core of modern dry milling classification) uses centrifugal force to separate particles: higher classifier speed = smaller cut size = finer product D50 + narrower PSD (coarse particles are thrown to the wall and returned to the mill for re-grinding); lower speed = coarser product + wider PSD. This is the first parameter to adjust for PSD deviations (e.g., D97 too high = increase classifier speed immediately).
Stabilize feed rate and mill internal material levelFeed too fast → mill is overloaded, particles are not ground sufficiently (coarse particles increase, D97 rises); feed too slow → over-grinding of fine particles (PSD becomes narrow but energy consumption surges). Keep the feed rate constant (use a screw feeder with frequency conversion) and maintain a stable material level in the mill (ensures uniform grinding time for all particles).
Optimize ventilation and air flow (dry milling exclusive)For dry mills, air flow not only removes moisture but also carries fine particles to theclassifier—stable air volume = stable particle carry-over speed = uniform PSD. Too much air flow → coarse particles are carried over to the product (D97 rises); too little air flow → fine particles stay in the mill for over-grinding (narrow PSD but low efficiency). Match the air volume with the classifier speed (e.g., increase classifier speed → appropriately increase air volume to carry fine particles out).
Control grinding media (for ball/vertical/roller mills)
Media gradation: Narrow media gradation (e.g., only φ10–15 mm steel balls) produces narrower CaCO₃ PSD; mixed large/small media causes uneven breakage (wide PSD).
Media wear: Replace worn grinding media in time—worn media lose impact/grinding force, leading to under-grinding (coarse particles).
PSD Control for Wet Milling of CaCO₃ (Ultra-Fine/Nano Grade)
Wet milling is used to produce ultra-fine/nanoCaCO₃ (D50: 0.1–5 μm) for high-end applications (e.g., water-based coatings, papermaking coatings, nano plastics), with core equipment: media mill (horizontal sand mill/verticalbeadmill) +liquid phase classifier (no air classification; relies on centrifugal/filtration classification). Dry milling cannot achieve nano-scale PSD due to particle agglomeration, and wet milling’s PSD control focuses on slurrydispersion, media matching, and classification efficiency (agglomeration is the biggest challenge).
Key Wet Milling PSD Control Parameters & Operations
Optimize grinding media (the core of wet milling breakage)Wet milling uses ultra-fine grinding media (zirconia beads/silicon nitride beads) — media size directly determines the minimum achievable D50:
D50 1–5 μm: φ0.3–1.0 mm zirconia beads;
D50 0.1–1 μm (nano): φ0.05–0.3 mm nano zirconia beads (bead mill).Critical rule: Media diameter ≈ 10× the target CaCO₃ D50 (avoids over-grinding and improves breakage efficiency). Use narrow gradation media (single diameter) for narrow CaCO₃ PSD; fill the mill with media to 70–85% (optimal for collision/ shear).
Add high-efficiency dispersant (eliminate agglomeration, ensure true PSD)In the aqueous phase, CaCO₃ particles are prone to agglomeration due to surface hydroxyl groups—agglomeration forms secondary particles, leading to “false coarse PSD” (the measured PSD is coarser than the actual primary particle size). Add anionic/cationic dispersants (e.g., sodium polyacrylate, sodium hexametaphosphate, polycarboxylate) at a dosage of 0.2–1.0% of CaCO₃ mass to:
Reduce particle surface energy and prevent agglomeration;
Improve slurry fluidity (ensures uniform particle movement and grinding).The type and dosage of dispersant must be optimized—too little causes agglomeration (wide PSD); too much increases cost and may affect downstream application.
Control slurry solid content and flow rate
Solid content: 60–75% (mass) is optimal. Too low (≤50%) → particles are too dilute, reduced collision frequency (slow grinding, wide PSD); too high (≥80%) → slurry viscosity is too high, media/particle movement is hindered (under-grinding, coarse particles).
Slurry flow rate: Match the mill’s grinding capacity—flow rate too fast → short grinding residence time (under-grinding); too slow → over-grinding (narrow PSD but low efficiency). Use a pump withfrequency conversion to stabilize flow rate for uniform residence time.
Optimize mill operating parameters
Rotational speed: For horizontal sand mills, the peripheral speed of the rotor is 8–12 m/s (optimal for shear force). Too high → media wear (contaminates product) and slurry foaming; too low → insufficient shear force (under-grinding).
Circulation grinding: For nano CaCO₃, use multi-stage series wet milling + circulation grinding (slurry is ground repeatedly and classified until the target PSD is achieved) — single-pass milling cannot reach nano-scale PSD.
High-precisionliquid phaseclassification (separate coarse particles, narrow PSD)After wet grinding, use centrifugal classifiers (decanter centrifuge/ultracentrifuge) or membranefiltration to separate unground coarse particles (return to the mill for re-grinding) and collect qualified fine slurry:
Centrifugal classifier: higher rotational speed = finer cut size = narrowerPSD (coarse particles are thrown to the wall and discharged);
For nano CaCO₃: Use ultracentrifugation (10.000–20.000 rpm) for high-precision classification (PSD span d90/d10 ≤2.5).
Post-milling anti-agglomeration treatmentWet-milled CaCO₃ slurry will agglomerate during drying—add a surface modifier (e.g., stearic acid, titanate) to the slurry (in-situ surface modification) before drying to form a hydrophobic protective layer on particle surfaces, preventing re-agglomeration and ensuring the dried product retains the wet-milled finePSD.
Universal PSD Control Measures (Both Dry & Wet Milling)
These measures are cross-process and critical for maintaining long-term PSD stability in industrial production (avoid batch-to-batch PSD fluctuations):
(1) Real-time online PSD detection & closed-loop control
Install on-line laser particle size analyzers (e.g., Malvern, Bettersize) at the mill’s product discharge port to detect PSD (D10/D50/D97. span) in real time. Link the analyzer to the mill/classifier’s control system for automatic closed-loop adjustment:
If D97 > target: Automatically increase classifier speed (dry) / mill rotational speed (wet) / reduce feed rate;
If D50 < target (over-grinding): Automatically decrease classifier speed / increase feed rate / reduce grinding pressure.This replaces manual sampling and off-line detection (lagging, inaccurate) and is the core of intelligent PSD control for modern CaCO₃ mills.
(2) Stabilize grinding equipment operation
Avoid mill vibration, bearing wear, or classifier impeller deformation—these cause uneven grinding/classification (PSD deviation);
Regularly calibrate equipment (e.g., classifier speed, mill rotational speed) to ensure parameter accuracy.
(3) Standardize process operation SOP
Formulate a detailed SOP for milling operations: fix raw material feed size, moisture, media gradation, and basic parameters (e.g., classifier speed, feed rate) for a specific target PSD. Prohibit random parameter adjustment by operators—only allow fine tuning based on online PSD detection.
(4) Classify and collect products by PSD (fractionation)
For mills with wide PSD output, use multi-stage classification (e.g., two-stage impeller classifiers for dry milling; two-stage centrifugation for wet milling) to fractionate the product into different PSD grades (e.g., D50 2 μm, 5 μm, 10 μm) — this not only meets different downstream demands but also improves the overall PSD control precision.
PSD Control for Typical Downstream Applications (Targeted Tuning)
Different downstream industries have strict PSD requirements for CaCO₃—tune the milling process according to the application to avoid over-engineering (wasting energy) or unqualified products:
| Downstream Application | Target PSD (D50/D97) | Milling Method | Key PSD Control Requirement |
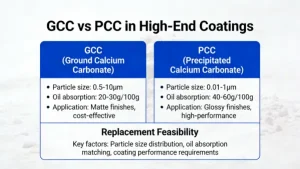
| PVC/PE plastic filling | D50: 3–15 μm, D97 <45 μm | Dry milling (vertical mill/ball mill) | Moderate wide PSD (reduces energy consumption); no coarse particles (D97 <45 μm to avoid plastic product surface defects) |
| Water-based/oil-based coatings | D50: 0.5–5 μm, narrow PSD (d90/d10 ≤3) | Wet milling (sand mill) / dry ultra-fine milling (jet mill) | Narrow PSD (ensures coating gloss and leveling); no coarse particles (avoids paint film scratches) |
| Papermaking coating | D50: 1–3 μm, D97 <10 μm | Wet milling (bead mill) | Narrow PSD (improves paper smoothness and ink absorption) |
| Nano plastic/rubber | D50: 0.1–1 μm (nano) | Wet milling (nano bead mill) | Ultra-fine narrow PSD; no agglomeration (ensures nano reinforcing/toughening effect) |
| Putty/mortar | D50: 10–45 μm, wide PSD | Dry milling (Raymond mill) | Wide PSD (close packing, improves putty density); low cost |
Key Summary of CaCO₃ PSD Control
Dry milling PSD control: Classifieris the core—adjust impeller speed for direct PSD tuning; match grinding media gradation and ventilation to avoid over/under-grinding;
Wet milling PSD control: Dispersant + ultra-fine media + centrifugal classification—eliminate agglomeration first, then use matched media for breakage and high-precision classification for narrow PSD;
Stability is key: Real-time online PSD detection + closed-loop control + standardized SOP are the only ways to avoid batch-to-batch PSD fluctuations in industrial production;
Application-oriented: Tune PSD (narrow/wide, D50/D97) according to downstream demands—do not pursue ultra-fine/narrow PSD blindly (wastes energy and increases cost).
In practical production, the optimal PSD control parameters need to be calibrated via small-scale tests (pilot mill) first, then scaled up to industrial production—this is the most efficient way to avoid trial-and-error losses.