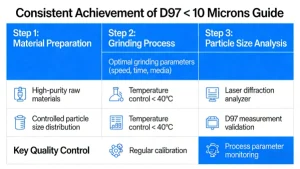
To consistently achieve a D97 < 10 microns (97% of particles smaller than 10 micrometers), you need a systematic approach combining equipment selection, process optimization, automated control, and rigorous quality assurance. Below is a comprehensive, actionable framework for reliable results.
Core Principles for Consistency
- Closed-loop processing: Always pair grinding with precision classification to eliminate oversize particles
- Process stability: Maintain tight control over all variables (pressure, flow, temperature, feed rate)
- Agglomeration prevention: Address particle-particle adhesion through chemistry and temperature control
- Real-time monitoring: Use online particle size analysis for immediate feedback and correction
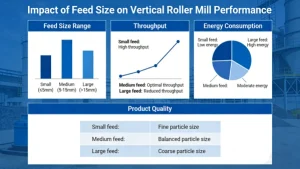
- Material preparation: Start with properly sized feedstock (typically <74 μm for ultra-fine grinding)
1. Equipment Selection: Match Technology to Material & Throughput
| Technology | Best For | Key Advantages | Typical Parameters for D97 <10 μm |
|---|---|---|---|
| Fluid Energy Jet Mills | Brittle materials, high purity | No media contamination, narrow PSD, self-classifying | Pressure: 6–10 bar; classifier speed: 3,000–12,000 rpm; feed rate: 5–50 kg/h (scale-dependent) |
| Air Classifier Mills (ACM/LGM) | Minerals, chemicals, food | Grinds + classifies in one step | Rotor speed: 3,000–8,000 rpm; classifier speed: 4,000–15,000 rpm; airflow: optimized for target PSD |
| Agitated Media Mills (Bead Mills) | Wet processing, high viscosity | High energy efficiency, narrow PSD | Media: 0.3–2 mm zirconia/ceria beads; fill: 80–90%; tip speed: 8–12 m/s |
| Wet Ball Mills | Carbonates, clays, slurries | Low contamination, better heat control | Media: 1–10 mm alumina/zirconia; speed: 65–75% critical; retention: 30–90 min |
| Ultrafine Classifiers | All processes | Precise top-cut control (D97) | Rotor speed: 5,000–20,000 rpm; adjustable air flow; dual-vortex design |
Critical selection criteria:
- Material hardness: Jet mills for Mohs 7+ materials; media mills for softer minerals
- Purity requirements: Jet mills or ceramic-lined systems to avoid metallic contamination
- Throughput needs: Scale from lab (1 kg/h) to production (10+ tons/h) with appropriate equipment sizing
2. Process Design: Optimize Flow & Energy Input
Dry Grinding Configuration
- Pre-grinding → Main grinding → Classification → Product collection
- Use multi-stage processing for hard-to-grind materials: Coarse mill (D97 ~50 μm) → Fine mill (D97 <10 μm)
- Install cyclones + baghouses for efficient powder recovery
Wet Grinding Configuration
- Slurry preparation → Grinding → Classification → De-watering → Drying
- Preferred for materials prone to agglomeration (e.g., calcium carbonate, kaolin)
- Add dispersants/grinding aids (0.1–1.0% by weight) to reduce viscosity and improve breakage efficiency
3. Parameter Optimization: Fine-Tune for Precision
Jet Mill Optimization
- Grinding Pressure: Higher pressure = finer particles (up to a point); typical 6–8 bar for D97 <10 μm
- Classifier Speed: Directly controls D97; increase speed = finer top-cut (critical for consistency)
- Feed Rate: Lower rate = finer PSD; find balance between throughput and fineness (typically 10–30% of max capacity)
- Airflow: Maintain stable differential pressure (±0.1 bar) for consistent classification
- Nozzle Design: Use 3–6 nozzles for uniform energy distribution; angle adjustment affects particle trajectory
Media Mill Optimization
- Media Size: Smaller beads = finer particles; use 0.5–2 mm beads for D97 <10 μm
- Media Density: Higher density = more efficient breakage (zirconia: 6.0 g/cm³ > alumina: 3.8 g/cm³)
- Media Loading: 80–90% fill volume for maximum energy transfer
- Agitator Speed: Tip speed 8–12 m/s (balance between energy input and media wear)
- Slurry Concentration: 60–75% solids for optimal viscosity and grinding efficiency
Ball Mill Optimization
- Media Charge: 25–35% mill volume with mixed sizes (e.g., 10 mm + 5 mm for D97 <10 μm)
- Speed: 65–70% critical speed for cascading motion (high attrition, low impact)
- Liner Material: Ceramic liners to prevent iron contamination (critical for white minerals)
4. Agglomeration Prevention: Eliminate False Oversize Particles
- Temperature Control: Keep process below 45–60°C (water cooling for mills/classifiers)
- Example: Cooling agitated media mills from 70°C to 45°C improved surface area from 2.8 to 4.5 m²/g in lithium battery materials
- Surface Modification: Add grinding aids (e.g., fatty acids, silanes) at 0.1–0.5% to reduce interparticle forces
- Post-Grinding Treatment: Use ultrasonic dispersion before analysis/processing to break soft agglomerates
- Humidity Control: Maintain dry processing below 5% RH for moisture-sensitive materials
5. Process Control: Automation for Stability
Essential Control Systems
- PLC/SCADA Integration: Automate all critical parameters with closed-loop feedback
- Dual Closed-Loop Control:
- Primary loop: Maintain stable grinding pressure/energy input
- Secondary loop: Adjust classifier speed based on real-time D97 measurements
- Predictive Control: Use AI/ML algorithms to anticipate process drift and adjust proactively
Real-Time Monitoring Solutions
- Online Laser Diffraction: Insitec or BT-Online systems for continuous D10/D50/D97 measurement
- Inline FBRM: Track chord length distribution for immediate detection of oversize particles
- Pressure/Flow Sensors: Monitor mill differential pressure and classifier airflow (±0.1% accuracy)
6. Quality Assurance: Validate Consistency
Sampling & Analysis Protocol
- Sampling frequency: Every 15–30 minutes for continuous processes; 100% batch testing for batch operations
- Sample preparation: Disperse in isopropyl alcohol + 0.1% surfactant (ultrasonic for 2 minutes) before analysis
- Method validation: Use ISO 13320 compliant laser diffraction with proper obscuration (10–20%)
- Span Control: Target SPAN <1.5 (narrow PSD) for better consistency; SPAN = (D90 – D10)/D50
Process Validation
- Design of Experiments (DoE): Map parameter interactions (pressure × feed rate × classifier speed)
- Process Capability Analysis: Ensure Cpk >1.33 for D97 specification
- Change Control: Document and validate all parameter adjustments to maintain consistency
7. Troubleshooting Common Issues
| Problem | Root Cause | Solution |
|---|---|---|
| Inconsistent D97 | Fluctuating feed rate or pressure | Install mass flow controller; use pressure regulators with ±0.05 bar accuracy |
| Oversize Particles | Classifier inefficiency | Increase classifier speed; optimize airflow; inspect for worn classifier blades |
| Agglomeration | High temperature or surface energy | Add grinding aid; improve cooling; use wet grinding for difficult materials |
| Low Throughput | Excessive classifier speed | Reduce classifier speed slightly while monitoring D97; optimize feed rate |
| Contamination | Media wear or liner damage | Switch to harder media (zirconia > alumina); inspect liners monthly; test for Fe/Cr/Ni |
Implementation Roadmap for Success
- Material Characterization: Test grindability; determine Mohs hardness, friability, and moisture content
- Pilot Testing: Validate equipment and parameters at 10–20% of production scale
- Scale-Up: Maintain specific energy input (kWh/ton) when increasing capacity
- Automation Deployment: Integrate online particle size analysis with PLC control
- Continuous Improvement: Use SPC charts to monitor D97; perform monthly process audits
Final Checklist for Consistent D97 <10 μm
- ✅ Closed-loop grinding + classification system installed
- ✅ Online particle size analyzer with real-time D97 monitoring
- ✅ Parameter ranges locked via PLC with ±1% control tolerance
- ✅ Temperature maintained below 50°C (with cooling system)
- ✅ Feedstock consistently pre-ground to <74 μm
- ✅ Quality control plan with Cpk >1.33 for D97 specification
By following this structured approach, you can reliably achieve D97 <10 μm with minimal variation, regardless of material type or production scale.