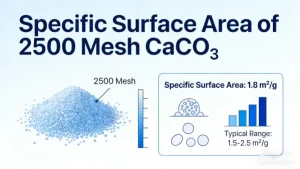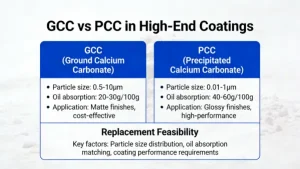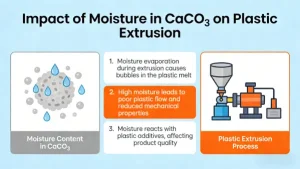
Calcium carbonate (CaCO₃, including ground GCC, precipitated PCC, and surface-modified activated grades) is the most widely used mineral filler in plastic extrusion. The moisture in CaCO₃ — predominantly surface-adsorbed water (crystalline water in CaCO₃ only decomposes at >800°C, far above typical extrusion temperatures) — triggers a series of detrimental physical and chemical failures during processing. At standard extrusion temperatures (150–280°C, depending on the polymer matrix), liquid water vaporizes instantly under the high pressure of the extruder barrel, with an approximately 1700x volume expansion when converted to steam. Below is the detailed, industry-validated impact across the full extrusion workflow:
1. Severe Extrusion Process Instability & Narrowed Processing Window
-
Erratic melt behavior and torque fluctuation: Vaporized moisture creates chaotic internal pressure in the extruder barrel, leading to unstable melt flow rate (MFR), wild swings in screw torque, and even screw slippage — effects that are drastically amplified in high-filler formulations (>30% CaCO₃ loading). This disrupts consistent feeding and uniform plasticization, causing alternating under-plasticization and over-degradation of the polymer melt.
-
Discontinuous extrusion and dimensional failure: High-pressure steam bubbles expand abruptly at the die exit, where pressure drops sharply from barrel levels to atmospheric pressure. This causes melt fracture, bambooing defects, and extrudate breakage, directly resulting in out-of-spec wall thickness, dimensional deviation, and failed stretching/setting for pipes, profiles, sheets, and films.
-
Increased energy consumption and reduced process robustness: Water vaporization is an endothermic process, causing localized temperature fluctuations in the barrel. Additional heating power is required to maintain the set processing temperature, raising energy costs. Meanwhile, the combined pressure and temperature instability significantly narrows the stable processing window, increasing unplanned shutdowns and scrap rates.
2. Critical Surface & Appearance Defects in Finished Products
-
Pinholes, pitting, and silver streaks: Steam escaping from the melt at the die exit creates micro-voids, pinholes, and craters on the product surface, or flow-induced silver streaks along the extrusion direction. Even trace moisture (<0.1%) can cause widespread pinholes in thin-walled products such as packaging films and thin sheets, rendering them unfit for use.
-
Reduced gloss and rough surface finish: Moisture promotes agglomeration of CaCO₃ particles, worsening their dispersion in the polymer melt. Undispersed agglomerates and surface irregularities from bubble rupture drastically reduce surface gloss, resulting in a hazy, matte finish — a fatal defect for high-gloss applications like decorative profiles and appliance housings.
-
Color deviation and discoloration: Moisture triggers hydrolysis of heat stabilizers, lubricants, color masterbatches, and other processing aids (e.g., metal soap stabilizers in PVC formulations, antioxidants in polyester systems). Hydrolyzed additives lose efficacy, leading to yellowing, chromatic aberration, and color spots/streaks from uneven pigment dispersion.
3. Deteriorated Mechanical Properties & Long-Term Service Durability
-
Sharp drop in mechanical strength: Steam bubbles form inherent micro-voids and stress concentration points inside the product, significantly reducing tensile strength, flexural modulus, and especially notched impact strength. For example, in 30% CaCO₃-filled PP, excessive moisture can cause a >30% drop in impact strength, eliminating the toughening benefits of properly dispersed CaCO₃.
-
Failed interfacial adhesion between filler and matrix: Most commercial CaCO₃ for plastics is surface-modified with coupling agents (silane, titanate, aluminate) or stearic acid to improve compatibility with non-polar polymers. Moisture preferentially reacts with the active groups of these surface modifiers, causing hydrolysis and deactivation. This eliminates the effective interfacial bonding between CaCO₃ and the polymer matrix, leading to filler-matrix debonding and irreversible degradation of mechanical performance.
-
Reduced long-term weathering and aging resistance: Residual moisture trapped inside the product continuously promotes hydrolytic degradation of the polymer matrix, especially for hydrolysis-sensitive engineering plastics (PA, PET, PBT). Meanwhile, moisture at the filler-matrix interface gradually deteriorates interfacial bonding, causing stress cracking, chalking, and reduced chemical resistance, drastically shortening the service life of outdoor products such as window profiles and water pipes.
4. Damage to Extrusion Equipment & Molds
-
Corrosion of screw and barrel: At high temperature and pressure, moisture combines with trace alkaline impurities in CaCO₃ (e.g., residual CaO) to form an alkaline aqueous environment. When paired with trace acidic substances from polymer degradation (most notably HCl from PVC decomposition), this causes electrochemical corrosion of the extruder screw and barrel inner wall. Long-term corrosion widens the fit gap between the screw and barrel, reducing plasticization efficiency and shortening the service life of expensive extrusion equipment.
-
Die build-up and mold corrosion: Hydrolysis byproducts and CaCO₃ agglomerates carried by steam accumulate in the die flow channels and die lip, forming die build-up. This causes black streaks and scratches on the extrudate, while moisture-induced corrosion increases the surface roughness of the mold flow channel, further aggravating die build-up and surface defects, and increasing mold maintenance frequency and costs.
-
Downstream equipment failures: Bubble rupture during film winding or pipe sizing can cause film breakage, vacuum failure of the sizing sleeve, and frequent unplanned shutdowns, further increasing production scrap rates.
5. Specific Adverse Effects on Common Polymer Extrusion Systems
-
PVCextrusion: Moisture accelerates the autocatalytic thermal degradation of PVC, promoting the release of HCl and rapidly consuming heat stabilizers. This leads to premature yellowing, degradation, and even carbonization of PVC during extrusion, a particularly high-risk failure for rigid PVC pipe and profile extrusion.
-
Engineering plastics (PA, PET, PBT) extrusion: These polymers are inherently extremely sensitive to moisture. Additional moisture from CaCO₃ causes severe hydrolytic chain scission of the polymer during extrusion, leading to a sharp drop in molecular weight and melt strength, making normal forming impossible and resulting in near-complete loss of product mechanical properties.
-
Polyolefin (PP/PE) extrusion: Moisture negates the toughening and rigidity benefits of CaCO₃ by causing particle agglomeration and interfacial de-bonding, with particularly severe consequences for breathable films and high-toughness automotive components.
-
Cross-linked polymer (XLPE) extrusion: Moisture interferes with the reactivity of crosslinking agents, resulting in uneven crosslinking degree, and reduced heat resistance and environmental stress cracking resistance (ESCR) of the final product.
Industry Control Guidelines