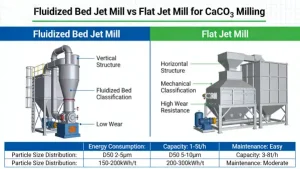
Both fluidized bed jet mills and flat jet mills are mainstream air jet milling technologies for calcium carbonate (CaCO₃) processing, leveraging high-speed gas jets to achieve brittle crushing of CaCO₃ (a typical brittle non-metallic mineral). They differ significantly in structural design, milling principle, performance characteristics, and applicability to CaCO₃ production requirements (e.g., particle size, distribution, capacity, and purity).
Core Conclusion: The flat jet mill is ideal for medium-coarse grade CaCO₃ production with large capacity and low cost (suitable for general industrial applications), while the fluidized bed jet mill excels in ultra-fine, high-purity CaCO₃ milling with narrow particle size distribution (suitable for high-end downstream applications such as plastic modification, high-grade coatings, and inks).
1. Basic Principles & Structural Features
Flat Jet Mill (Annular Jet Mill)
-
Structure: A simple annular grinding chamber with multiple nozzles arranged tangentially along the chamber wall; no built-in classifier (external classifier is required for fine powder classification).
-
Milling Principle: High-pressure air (or nitrogen) is ejected through tangential nozzles to form a high-speed cyclonic airflow in the chamber. CaCO₃ particles are accelerated by the airflow and collide, impact, and shear with each other (and the chamber wall) for grinding; coarse particles stay in the cyclone for repeated grinding, and fine particles are carried out by the airflow for external classification.
Fluidized Bed Jet Mill (Opposed Jet Mill)
-
Structure: A vertical grinding chamber with a fluidized bed at the bottom, multiple pairs of opposed supersonic nozzles at the lower part of the chamber, and an integrated high-efficiency classifier at the top.
-
Milling Principle: Low-pressure fluidizing gas first fluidizes CaCO₃ particles in the bed to form a loose fluidized state; high-pressure gas is ejected through opposed nozzles to form high-speed jet streams, which collide and grind the fluidized CaCO₃ particles in the collision zone at the center of the nozzles. The built-in classifier at the top directly separates qualified fine powder (discharged from the top) and returns coarse powder to the grinding zone for regrinding—one-step completion of grinding and classification.
2. Key Performance Comparison for CaCO₃ Milling
The table below summarizes the core differences in performance, which directly determine their applicability to CaCO₃ production:
|
Index
|
Flat Jet Mill
|
Fluidized Bed Jet Mill
|
|
Grindable Particle Size
|
D97: 3–45 μm (medium-coarse ultra-fine range)
|
D97: 0.5–20 μm (ultra-fine to super-fine range)
|
|
Particle Size Distribution (PSD)
|
Wide (span ratio >10); easy to produce over-coarse/fine powder
|
Narrow (span ratio <8); uniform PSD, no over-coarse powder
|
|
Product Purity
|
General; dead corners in the annular chamber easily accumulate material, leading to cross-contamination (poor for grade switching); slight wall wear may introduce metal impurities
|
High; no dead corners, fluidized state reduces material accumulation/wall contact; built-in classification avoids secondary pollution; suitable for high-purity CaCO₃
|
|
Milling Efficiency
|
High for medium-coarse CaCO₃ (large particle impact force); low for ultra-fine CaCO₃ (coarse/fine powder mixed, repeated grinding)
|
High for ultra-fine CaCO₃ (fluidized state improves particle collision probability; integrated classification avoids over-grinding)
|
|
Capacity
|
Large (1–50 t/h for CaCO₃); suitable for large-scale production
|
Relatively small (0.1–10 t/h for CaCO₃); ultra-fine milling limits capacity
|
|
Energy Consumption
|
Low unit energy consumption for medium-coarse CaCO₃ (kWh/t); energy waste for ultra-fine milling
|
High unit energy consumption (ultra-fine milling inherent); low energy waste (no over-grinding)
|
|
Feed Particle Size
|
Coarser (≤1 mm); no need for fine pre-grinding
|
Finer (≤0.5 mm); requires fine pre-grinding (e.g., Raymond mill)
|
|
Grade Switching
|
Inconvenient (dead corner material cleaning)
|
Convenient (no dead corners, easy cleaning)
|
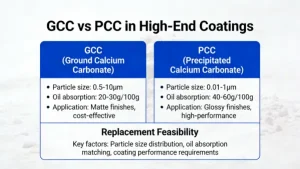
3. Applicability to CaCO₃ Downstream Applications
CaCO₃ is divided into heavy calcium carbonate (GCC) (the main application of jet mills) and light calcium carbonate (PCC); jet milling is used to produce ultra-fine GCC for different downstream fields, and the two mills are matched to different application requirements:
Flat Jet Mill for CaCO₃
Suitable for general industrial grade GCC with low requirements for particle size and distribution, pursuing large capacity and low production cost:
-
Papermaking filler (D97: 10–45 μm; high filling amount, low PSD requirement);
-
Building interior/exterior wall coatings (D97: 8–30 μm; general hiding power, cost-sensitive);
-
Rubber reinforcing filler (coarse grade, low mechanical property requirements);
-
Construction adhesives, putty powder (no strict particle size requirements).
Fluidized Bed Jet Mill for CaCO₃
Suitable for high-end functional grade GCC with strict requirements for ultra-fine particle size, narrow PSD, and high purity, where product performance is the core:
-
Plastic modification (PP/PE/PC/PVC; D97: 1–10 μm; narrow PSD improves plastic toughness, rigidity, and processing fluidity);
-
High-grade industrial coatings (automotive coatings, marine coatings; D97: 0.5–5 μm; narrow PSD improves coating leveling, gloss, and anti-corrosion performance);
-
Ink (offset printing, gravure printing; D97: 1–3 μm; high purity and uniform particle size avoid nozzle clogging and improve printing clarity);
-
Cosmetics, food additives (high-purity GCC; D97: 1–5 μm; no heavy metal impurities, narrow PSD for smooth texture);
-
Advanced rubber (tires, sealing strips; ultra-fine GCC improves wear resistance and aging resistance).
4. Other Key Considerations for CaCO₃ Production Line Matching
-
Pre-grinding Matching:
-
Flat jet mill: Can be directly matched with a Raymond mill (output particle size ≤1 mm) to form a “Raymond mill + flat jet mill” production line (low pre-grinding cost);
-
Fluidized bed jet mill: Must be matched with a fine pre-grinder (e.g., ultrafine Raymond mill, pin mill; output particle size ≤0.5 mm) to ensure milling efficiency (higher pre-grinding investment).
-
-
Auxiliary System:
-
Flat jet mill: Requires an external high-efficiency classifier (e.g., cyclone classifier, air classifier) to separate qualified fine powder (additional equipment investment);
-
Fluidized bed jet mill: Integrated classifier, no additional classification equipment, compact production line (saves plant space).
-
-
Maintenance & Operation:
-
Flat jet mill: Simple structure, few wearing parts (nozzles, chamber wall), easy maintenance, low operation cost (suitable for large-scale continuous production);
-
Fluidized bed jet mill: Complex structure (built-in classifier, fluidized bed), high precision of wearing parts (opposed nozzles), strict sealing requirements, slightly higher maintenance cost (but low material loss due to no dead corners).
-
-
Gas Medium:
Both can use compressed air for ordinary CaCO₃; for ultra-high purity CaCO₃ (e.g., food/cosmetics), inert gas (nitrogen) can be used for inert grinding (fluidized bed jet mill is more suitable for inert grinding due to better air tightness).
5. Selection Guide for CaCO₃ Milling
Choose the mill based on core production goals (particle size, capacity, cost) and downstream application requirements—the two mills can also be used in series for high-end ultra-fine CaCO₃ production:
-
Prioritize flat jet mill: If producing medium-coarse GCC (D97 >8 μm) with large capacity (≥5 t/h) and low cost, and downstream is general industry (papermaking filler, building coatings);
-
Prioritize fluidized bed jet mill: If producing ultra-fine GCC (D97 <8 μm) with narrow PSD and high purity, and downstream is high-end fields (plastic modification, high-grade coatings, inks);
-
Series use (flat + fluidized bed): For ultra-fine GCC with D97 1–5 μm and large capacity (≥3 t/h), use a flat jet mill for semi-finishing (D97 ~10 μm) and a fluidized bed jet mill for finishing—this reduces the unit energy consumption of the fluidized bed and improves overall production capacity (suitable for large-scale high-end GCC production).
The flat jet mill is a cost-effective choice for large-scale production of conventional ultra-fine CaCO₃, while the fluidized bed jet mill is an indispensable equipment for producing high-value-added functional ultra-fine CaCO₃. With the upgrading of downstream industries (e.g., plastic, coating, ink to high performance), the demand for fluidized bed jet mill in CaCO₃ processing is gradually increasing—enterprises can choose according to their product positioning and market demand to balance production cost and product added value.