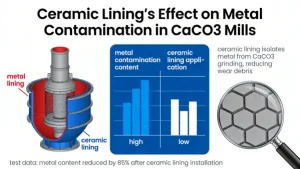
Metal contamination in CaCO₃ mills originates almost entirely from wear of metallic mill components (steel linings, steel grinding media, metal scrapers/baffles) during grinding: hard steel particles (Fe, Cr, Ni, Mn) abrade off and mix into the CaCO₃ powder, compromising purity (e.g., causing yellowing/grayness in white CaCO₃ for coatings, failing food/pharma heavy metal limits, or damaging electronic components for nano-CaCO₃). Ceramic linings replace these metallic surfaces with non-metallic, wear-resistant ceramic materials that do not generate metal particles when worn—they cut metal contamination from mill wear by 95%+ and are compatible with all mainstream CaCO₃ grinding mills (ball mill, ring roller mill/VRM, jet mill, bead mill).
Below is a detailed breakdown of how ceramic linings eliminate metal contamination, best ceramic materials for CaCO₃ mills (matching mill type and purity requirements), practical application considerations, and synergies with other anti-contamination measures—tailored to industrial CaCO₃ production (from standard industrial grade to ultra-high-purity food/electronic grade).
Why Ceramic Linings Eliminate Metal Contamination in CaCO₃ Mills
The core issue with metallic linings (high-chromium steel, carbon steel) is that they abrade during grinding (even for soft CaCO₃, Mohs 3–4, or high-silica CaCO₃ with abrasive SiO₂):
-
Steel wear generates micron-sized metal particles (Fe, Cr are the most common) that become embedded in CaCO₃ powder—typical metal impurity levels with steel linings: 50–500 ppm (Fe/Cr) (fails high-purity grade requirements).
-
Steel wear also reduces CaCO₃ whiteness (metal particles cause yellowing/grayness), a key quality metric for coatings/paper-grade CaCO₃.
Ceramic linings solve this at the source:
-
No metallic composition: Ceramics (alumina, zirconia, silicon carbide) are 100% non-metallic—wear of ceramic linings produces only ceramic fines (Al₂O₃, ZrO₂, SiC) (not metal particles), which are chemically inert and do not count as “metal contamination” in CaCO₃ specs.
-
Ultra-high wear resistance: Ceramic materials have far higher hardness than steel (e.g., alumina ceramic Mohs 9, vs. high-chromium steel Mohs 6–7) — they wear 5–20x slower than steel linings, minimizing any particulate generation (ceramic or metal) and extending liner life.
-
Chemical inertness: Ceramics do not react with CaCO₃ (even at grinding temperatures up to 100°C) or grinding aids/dispersants—no chemical contamination, critical for food/pharma-grade CaCO₃.
For CaCO₃ mills, ceramic linings are not just a “contamination solution”—they also improve product quality (whiteness, purity) and reduce maintenance costs (fewer liner replacements).
Best Ceramic Lining Materials for CaCO₃ Mills (By Mill Type & Purity Requirement)
Not all ceramics are equal—selection depends on two key factors:
-
CaCO₃ purity grade (industrial vs. coating vs. food/electronic grade, with metal impurity limits from <10 ppm to <1 ppm).
-
Mill type (dry grinding: ball mill, ring roller mill/VRM, jet mill; wet grinding: bead mill)—each has different wear conditions (impact, abrasion, slurry erosion).
All ceramic linings for CaCO₃ mills are engineered for low dust generation (dense, non-porous) to avoid ceramic fines overaccumulation in CaCO₃ powder (ceramic fines are harmless but can be controlled with classification if needed). Below is the industrial standard ceramic material selection guide for CaCO₃ production, with mill-specific applications and metal contamination performance:
Key Ceramic Materials for CaCO₃ Mills
|
Ceramic Material
|
Hardness (Mohs)
|
Primary Wear Resistance
|
Best For CaCO₃ Mill Type
|
CaCO₃ Purity Grade
|
Metal Contamination (Fe/Cr)
|
Typical Liner Life (24h production)
|
|
Alumina Ceramic (Al₂O₃, 92–99%)
|
9
|
Abrasion, mild impact
|
Dry ball mill, ring roller mill (VRM) grinding chamber/hoppers
|
Standard industrial, coating/paper grade (D50=2–100μm)
|
<10 ppm (eliminates 95%+ steel wear particles)
|
1–3 years (pure CaCO₃); 6–12 months (high-silica CaCO₃, SiO₂>3%)
|
|
ZTA (Zirconia-Toughened Alumina)
|
9+
|
High impact, abrasion
|
Dry ball mill (grinding chamber), jet mill (grinding cavity)
|
High-purity coating/nano grade (D50<5μm)
|
<5 ppm
|
2–4 years (pure CaCO₃); 1–2 years (high-silica CaCO₃)
|
|
Zirconia Ceramic (ZrO₂, stabilized)
|
8.5–9
|
Ultra-high impact, low abrasion
|
Wet bead mill (slurry chamber), jet mill (nozzle liners)
|
Food, pharmaceutical, electronic grade (ultra-high purity)
|
<1 ppm (zero metal wear particles)
|
3–5 years (wet grinding); 2–3 years (dry jet milling)
|
|
Silicon Carbide (SiC, reaction-bonded)
|
9.5
|
Extreme abrasion
|
High-silica CaCO₃ (SiO₂>5%) grinding (ball mill, VRM)
|
Industrial/coating grade (abrasive feed)
|
<10 ppm
|
2–4 years (high-silica CaCO₃)
|
Mill-Specific Ceramic Lining Applications (Critical for CaCO₃ Production)
Ceramic linings are not a “one-size-fits-all” solution—they are tailored to the high-wear zones of each CaCO₃ mill (the primary sources of metal contamination):
-
Dry Ball Mill (most common for fine GCC): Line the grinding chamber, end caps, and lifters with alumina/ZTA ceramic (replace steel lifters with ceramic lifters). For high-purity CaCO₃, also replace steel grinding media with ceramic balls (alumina/zirconia) (steel media is the #1 metal contamination source if linings are ceramic but media is steel).
-
Ring Roller Mill/VRM (large-scale dry grinding): Line the grinding chamber walls, hoppers, and air ducts with alumina ceramic; coat the 磨辊 (grinding roller) and磨盘 (grinding table) with a ceramic composite coating (WC-Co + alumina) (balances wear resistance and impact strength—full ceramic rollers are brittle for VRM).
-
Jet Mill (ultra-fine dry grinding): Line the grinding cavity, nozzle housing, and classifier walls with ZTA/zirconia ceramic; use ceramic nozzles (SiC/ZTA) (replace WC-Co metal nozzles for ultra-high purity).
-
Wet Bead Mill (ultra-fine/nano CaCO₃): Line the slurry chamber and impeller housing with zirconia ceramic; use zirconia grinding beads (avoids metal contamination from steel beads/slurry chambers).
Critical Rule: Ceramic linings alone are not enough—match them with non-metallic grinding media/parts (ceramic balls/beads, plastic/nylon scrapers, ceramic nozzles) to achieve 100% metal-free grinding for ultra-high-purity CaCO₃. A “hybrid” system (ceramic linings + steel media) will still generate metal contamination from the steel media.
Additional Benefits of Ceramic Linings for CaCO₃ Mills (Beyond Metal Contamination Reduction)
Ceramic linings deliver multiple operational and product quality benefits for CaCO₃ production, making them a cost-effective investment despite higher upfront costs than steel linings:
-
Higher CaCO₃ whiteness: No steel wear particles = no yellowing/grayness—ceramic linings can increase CaCO₃ whiteness by 2–5 points (critical for coatings/paper grade, where whiteness is a premium quality metric).
-
Lower energy consumption: Ceramic linings have a low friction coefficient (smoother surface than steel) — CaCO₃ powder slides more easily, reducing grinding resistance and cutting unit energy consumption by 5–15% (industrial verified).
-
Reduced powder agglomeration: Smooth ceramic surfaces minimize CaCO₃ powder adhesion (a top cause of mill clogging and uneven grinding) — especially important for dry grinding of fine CaCO₃ (D50<10μm).
-
Longer liner life: Ceramic linings wear 5–20x slower than steel linings—fewer liner replacements = less unplanned downtime and lower maintenance costs (the upfront ceramic cost is offset by reduced maintenance over 1–2 years).
-
Chemical compatibility: Ceramics are inert to CaCO₃, grinding aids (triethanolamine, glycol), and dispersants (sodium polyacrylate) — no chemical reaction or contamination, critical for food/pharma-grade CaCO₃ (FDA/USP compliant ceramic options are available).
Practical Application Considerations for Ceramic Linings in CaCO₃ Mills
Ceramic linings are brittle (a key downside vs. steel) — proper installation, operation, and mill design are critical to avoid ceramic cracking/chipping (the main failure mode) and maximize performance for CaCO₃ production. Below are the industrial best practices for ceramic lining use in CaCO₃ mills:
1. Installation: Seamless Bonding & Reinforcement
-
Use high-strength, wear-resistant epoxy adhesive to bond ceramic liners to the mill metal substrate—ensure 100% contact (no air gaps) to avoid ceramic cracking from vibration.
-
For high-impact zones (e.g., ball mill feed end), use ceramic tiles with interlocking edges or metal backing plates to reinforce the ceramic lining (prevents chipping from large limestone feed particles).
-
Avoid over-tightening fasteners (if using mechanical fastening) — ceramic is brittle and will crack under excessive pressure.
2. Operation: Control Feed Size & Avoid Impact
-
Limit limestone feed particle size: Ceramic linings are susceptible to cracking from large, hard feed particles (>10 mm) — ensure the mill feed is crushed to 0–10 mm (standard for CaCO₃ grinding) and add a vibrating screen to remove oversize particles.
-
Avoid dry run (no powder): Running the mill without CaCO₃ powder causes direct metal-ceramic or ceramic-ceramic impact—always maintain proper powder load to act as a “cushion” for grinding media/rollers.
3. Full System Non-Metallization
-
As noted earlier, ceramic linings + steel media = still metal contamination — for high-purity CaCO₃, replace all metallic wear parts with non-metallic alternatives:
-
Steel grinding balls → alumina/zirconia ceramic balls (1–20 mm, matched to mill size).
-
Steel scrapers/baffles → nylon/plastic scrapers (food-grade for pharma/food CaCO₃).
-
Metal nozzles/valves → ceramic/plastic nozzles/valves.
-
-
This “full ceramic/non-metallic system” is the only way to achieve <1 ppm metal contamination for ultra-high-purity CaCO₃.
4. Maintenance: Gentle Cleaning & Inspection
-
Clean ceramic-lined mills with non-metallic tools (nylon brushes, plastic scrapers, oil-free dry air) — avoid steel tools that scratch/chipped ceramic surfaces (scratches accelerate wear).
-
Inspect ceramic linings monthly for cracks/chipping—repair small cracks with epoxy adhesive immediately (unrepaired cracks spread and cause liner failure).
-
For wet mills (bead mill), use deionized water for cleaning (avoids mineral buildup on ceramic surfaces that causes abrasion).
5. Cost Optimization: Targeted Lining (For Budget Constraints)
If full ceramic lining is cost-prohibitive, line only the high-wear zones (the primary metal contamination sources) — this reduces metal contamination by 70–80% at a lower upfront cost:
-
Ball mill: Line the grinding chamber and lifters (skip the end caps, low-wear).
-
VRM: Line the grinding chamber walls and air ducts (coat only the roller/p盘 high-wear areas with ceramic composite).
-
Jet mill: Line the grinding cavity and nozzle housing (the most abrasive zones).
Synergies: Ceramic Linings + Other Anti-Metal Contamination Measures
Ceramic linings are the primary solution for metal contamination, but combining them with these secondary measures ensures ultra-low metal impurity levels (<1 ppm) for food/pharma/electronic-grade CaCO₃:
-
Magnetic separation: Add a high-gradient magnetic separator (HGMS) in the mill’s post-treatment system (after classification) — removes any residual metal particles (e.g., from minor steel fastener wear, not liner/media).
-
Fine classification: Use a high-precision turbo classifier (for dry grinding) or hydrocyclone (for wet grinding) — removes any ceramic fines (Al₂O₃/ZrO₂) from CaCO₃ powder (ceramic fines are harmless but can be removed for ultra-high-purity specs).
-
Raw material pre-treatment: Pre-remove metal impurities from limestone (magnetic separation) and silica (washing/flotation) — reduces abrasive wear on ceramic linings/media and minimizes particulate generation.
-
Clean compressed air/oil-free systems: Use oil-free, dry compressed air (dew point ≤-40℃) for dry grinding — avoids oil/metal contamination from air compressors; use food-grade lubricants for mill bearings (no oil leakage into CaCO₃ powder).
Final Verdict: Ceramic Linings Are Indispensable for High-Purity CaCO₃ Mills
-
For standard industrial-grade CaCO₃ (construction/cement, metal impurity limits >50 ppm): Steel linings are acceptable, but ceramic linings still deliver value (higher whiteness, lower energy consumption).
-
For coating/paper-grade CaCO₃ (metal impurity limits <10 ppm, high whiteness): Alumina/ZTA ceramic linings + ceramic grinding media are the industrial standard—non-negotiable for product quality.
-
For food/pharma/electronic-grade CaCO₃ (metal impurity limits <1 ppm, ultra-high purity): Zirconia ceramic linings + full non-metallic mill parts are required—ceramic linings are the foundation of metal-free grinding.
Ceramic linings have a higher upfront cost than steel linings (2–5x more), but the lifetime savings (lower maintenance, higher product value, reduced energy consumption) and product quality improvements make them a mandatory investment for any CaCO₃ producer targeting high-purity, premium-grade markets.