Core Conclusion: Steam kinetic mills deliver 30–80% lower energy costs for CaCO₃ ultra-fine grinding when waste heat or low-cost steam is available, primarily due to higher energy conversion efficiency (2–3× vs. air compressors) and integrated drying. For operations without steam access, compressed air jet mills remain the practical choice despite lower overall efficiency (electricity → compressed air → kinetic energy ≈ 21% total efficiency).
1. Energy Conversion Fundamentals
Compressed Air Jet Mill Energy Flow
-
Primary energy → electricity (≈36% efficiency) → air compressor (≈58% efficiency) → jet mill (adiabatic energy conversion) → total efficiency ≈21%
-
Energy losses: Compressor heat waste (≈70% of input energy), air drying/refrigeration, pressure drops in distribution
-
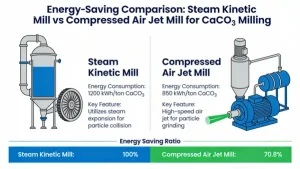
Specific energy consumption: 800–2000 kWh/t for CaCO₃ (D97 3–10 μm)
Steam Kinetic Mill Energy Flow
-
Primary energy → steam (boiler efficiency 80–90%) → jet mill (direct kinetic energy conversion, ≈85% efficiency) → total efficiency ≈68–77%
-
Key advantage: Uses low-grade heat (waste steam) that would otherwise be vented, converting “free energy” to grinding power
-
Specific energy consumption: Equivalent grinding results with 40–60% lower energy input than air systems (200–1000 kWh/t for same CaCO₃ fineness)
2. Energy-Saving Performance Metrics (CaCO₃ Focus)
|
Energy Index
|
Steam Kinetic Mill
|
Compressed Air Jet Mill
|
Energy-Saving Advantage
|
|
Nozzle Velocity
|
Up to 1020–1200 m/s (supersonic)
|
Max 600–700 m/s
|
70–100% higher kinetic energy input per unit mass
|
|
Energy Utilization Rate
|
65–75% (direct steam expansion)
|
20–30% (air compression+expansion)
|
2–3× higher grinding efficiency
|
|
Specific Steam/Air Consumption
|
3–6 t steam/t CaCO₃ (8–40 bar, 230–360°C)
|
800–1500 m³ air/t CaCO₃
|
Steam has 4–5× higher energy density than compressed air
|
|
Integrated Drying Benefit
|
Yes (steam at 250–320°C removes 5–15% moisture)
|
No (separate drying required)
|
Saves 150–300 kWh/t drying energy
|
|
Typical Operating Cost
|
$15–$30/t (with waste steam)
|
$80–$150/t (electricity at $0.10/kWh)
|
70–80% cost reduction with waste steam
|
3. Key Energy-Saving Mechanisms of Steam Kinetic Mills
a) Higher Kinetic Energy Density
-
Steam’s higher sound velocity (580 m/s vs air’s 340 m/s) enables supersonic expansion to 1000+ m/s (vs air’s 600 m/s max)
-
Kinetic energy ∝ v²: 2× velocity → 4× energy input to particles → faster grinding with less media consumption
-
Lower viscosity (0.012 vs 0.018 mPa·s at 200°C) reduces drag, improving particle acceleration efficiency
b) Energy Conversion Efficiency
-
Steam avoids the multi-step conversion losses of air systems (electricity → compression heat → pressure energy → kinetic energy)
-
Boiler-to-jet energy transfer is direct and efficient (80–90% boiler efficiency × 85% nozzle efficiency)
-
Compressed air systems lose ≈70% of energy as heat during compression, requiring additional cooling/energy to remove moisture
c) Waste Heat Utilization (Game-Changer)
-
Low-cost steam sources: Power plant backpressure steam, industrial process waste heat, cogeneration systems
-
When using free waste steam, operational costs drop to 1/5–1/8 of air systems ($5–$15/t vs $80–$150/t)
-
Reduces carbon footprint by utilizing energy that would otherwise be wasted (1 t steam = 0.18 t CO₂ saved vs equivalent electricity)
d) Integrated Processing Benefits
-
Simultaneous grinding + drying eliminates separate drying steps (saves 150–300 kWh/t for CaCO₃ with 5–10% moisture)
-
Better particle dispersion (lower surface tension of steam) reduces agglomeration, improving classification efficiency and reducing regrinding energy waste
4. Energy-Saving Limitations & Trade-Offs
Steam Kinetic Mill Challenges
-
High capital cost: Requires steam boiler (if no existing supply), pressure vessels, and safety systems
-
Steam quality dependency: Must maintain superheated steam (230–360°C) to prevent condensation and product contamination
-
Moisture risk: Condensation can affect CaCO₃ quality (requires precise temperature/pressure control)
-
Lower flexibility: Less suitable for small batches or frequent product changes compared to air systems
Compressed Air Jet Mill Advantages
-
Plug-and-play operation: No steam infrastructure needed; ideal for facilities without heat recovery systems
-
Consistent product quality: Dry air prevents moisture issues in CaCO₃ (critical for downstream applications like plastics/coatings)
-
Flexible capacity: Better suited for small-to-medium production (1–20 t/h) without major infrastructure investments
-
Lower maintenance complexity: Fewer high-pressure components than steam systems
5. Energy-Saving Application Guidelines for CaCO₃
When to Choose Steam Kinetic Mill (Max Energy Savings)
-
Ultra-fine CaCO₃ (D97 <5 μm): 50–80% energy reduction vs air systems for submicron grinding
-
Large-scale production (>5 t/h): Amortizes boiler investment quickly; waste steam reduces costs to $15–$30/t
-
Moisture-containing feedstock: Integrated drying saves 150–300 kWh/t drying energy
-
Existing steam supply: Power plants, chemical facilities, or cogeneration systems with waste heat/backpressure steam
When to Choose Compressed Air Jet Mill
-
Medium-coarse CaCO₃ (D97 8–45 μm): Similar energy efficiency to steam for larger particle sizes
-
No steam access: Remote locations or small operations where boiler installation is uneconomical
-
High-purity requirements: Dry air prevents moisture contamination (critical for food/pharma grades)
-
Flexible production: Frequent product changes or small batch runs (1–5 t/h)
6. Practical Energy-Saving Strategies
For Steam Kinetic Mills
-
Waste steam prioritization: Use backpressure steam (0.5–1.5 MPa, 200–250°C) from power generation or industrial processes
-
Steam recovery: Condensate return systems reduce boiler feedwater heating energy by 10–15%
-
Hybrid operation: Combine with pre-grinding (Raymond mill) to reduce steam consumption by 30–40%
For Compressed Air Jet Mills
-
EEU systems: Enhanced Energy Utilization (EEU) reduces energy use by 30% or increases throughput by 30%
-
Heat recovery: Capture compressor heat for facility heating (saves 10–15% on total energy)
-
Air system optimization: Pressure maintenance (6–8 bar), leak reduction, and efficient dryers cut energy waste by 20–30%
7. Total Cost of Ownership (TCO) for CaCO₃ (10 t/h, D97 5 μm)
|
Cost Component
|
Steam Kinetic Mill
|
Compressed Air Jet Mill
|
Difference
|
|
Capital Investment
|
$800k–$1.5M (incl. boiler)
|
$500k–$900k
|
Steam system: +60%
|
|
Annual Energy Cost
|
$180k–$360k (waste steam)
|
$960k–$1.8M (electricity)
|
Steam: -80%
|
|
Maintenance
|
$60k–$100k/year
|
$40k–$70k/year
|
Steam: +30%
|
|
Payback Period
|
1.5–3 years
|
N/A
|
Steam: Rapid ROI with waste steam
|
8. Selection Decision Tree for CaCO₃ Producers
-
Do you have access to low-cost/waste steam?
-
Yes: Steam kinetic mill (70–80% energy savings for ultra-fine CaCO₃)
-
No: Proceed to next question
-
-
Target particle size?
-
D97 <5 μm: Evaluate steam system ROI (may still be economical with dedicated boiler for large capacities)
-
D97 ≥5 μm: Compressed air jet mill (better cost balance for medium-fine grades)
-
-
Production scale?
-
>5 t/h ultra-fine CaCO₃: Steam system pays for itself in 1.5–3 years
-
<5 t/h or frequent product changes: Compressed air system is more flexible and cost-effective
-
Final Energy-Saving Recommendation
For CaCO₃ producers targeting ultra-fine grades (D97 <5 μm) with access to waste steam or cogeneration, steam kinetic mills deliver transformative energy savings (30–80% lower operational costs) and should be prioritized. For operations without steam infrastructure or focusing on medium-coarse CaCO₃, compressed air jet mills remain the practical choice, though implementing EEU systems and heat recovery can improve energy efficiency by 30–40%.