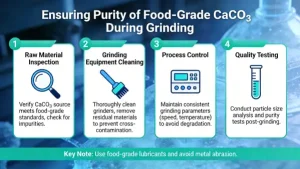
Ensuring the purity of food-grade CaCO₃ during grinding is a full-process contamination prevention exercise—purity here refers not only to a minimum CaCO₃ content of ≥99% (per ISO 3262-5 Grade A) but also to the strict control of unwanted impurities (heavy metals, metal particulates, chemical residues, foreign matter, microbial contaminants) and the elimination of cross-contamination. The core risks to purity during grinding stem from equipment wear/leakage, raw material carryover, cross-contamination with industrial-grade CaCO₃, unapproved process additives, and poor hygiene/cleaning.
Below is a practical, step-by-step guide tailored to both dry grinding (GCC, ground calcium carbonate) and wet grinding (PCC/precipitated CaCO₃/nano-CaCO₃)—the two primary grinding processes for food-grade CaCO₃. It focuses on preventative measures (the most effective for purity) and real-time contamination control, aligned with ISO 22000, ISO 3262-5, and global food additive regulations (FDA 21 CFR, EU 1333/2008, GB 1886.214).
Core Purity Requirements for Food-Grade CaCO₃ (Grinding End Product)
All impurities must be controlled to meet these mandatory limits (non-negotiable for food/pharma/nutraceutical applications) — the grinding process must not introduce any new impurities and must preserve the high purity of the raw limestone/PCC slurry:
|
Index
|
Mandatory Limit
|
Key Grinding Control Focus
|
|
CaCO₃ content (dry basis)
|
≥99.0%
|
Avoid dilution/contamination with non-CaCO₃ materials
|
|
Heavy metals (mg/kg)
|
Pb ≤0.5, As ≤0.5, Cd ≤0.2, Hg ≤0.1
|
Prevent leaching from equipment/raw material; no metal wear particulates
|
|
Metal particulates
|
None detectable (200–500 μm mesh)
|
Eliminate equipment wear; install metal detection/removal
|
|
Chemical residues (lubricants, dispersants)
|
ND (not detectable)
|
Use only food-grade approved additives/seals; prevent lubricant leakage
|
|
Moisture
|
≤0.4% (dry grinding)
|
Avoid water-borne contamination; controlled drying
|
|
Microbial load
|
Total plate count <10 CFU/g; *E. coli/Salmonella*: ND
|
Hygiene control (wet grinding primary risk; dry grinding low risk)
|
|
Foreign matter (plastic, fiber, dust)
|
None detectable
|
Closed grinding/conveying; dust control; clean facilities
|
Step 1: Pre-Grinding Purity Foundation – Eliminate Risks Before Processing
Purity control starts before the grinding process begins—this is the most critical phase to avoid introducing impurities, as grinding equipment/auxiliaries are the primary sources of post-raw-material contamination.
1. Raw Material Purity Validation (No Compromise)
-
Re-test high-purity raw materials: Even if incoming limestone/PCC slurry is certified food-grade, test every batch for heavy metals (ICP-MS) and purity (titration) before grinding—reject any batch that fails (grinding cannot fix impure raw materials).
-
Dedicate raw material storage/handling: Store food-grade limestone/PCC slurry in dedicated, sealed silos/tanks (no shared storage with industrial-grade CaCO₃); use closed conveying (pneumatic for dry, food-grade stainless steel pumps for wet) to avoid dust/foreign matter ingress.
2. Equipment & Facility Purity Preparation (Food-Grade Only)
a. Equipment Material & Design – No non-food-grade materials in contact with CaCO₃
All equipment surfaces in direct contact with CaCO₃ (grinding chamber, liners, conveyors, classifiers) must meet ISO 4531/ISO 8442 food contact standards—this eliminates leaching/wear impurities and ensures easy cleaning (no residue traps).
|
Equipment Component
|
Food-Grade Material Requirement
|
Purity Rationale
|
|
Grinding chamber/body
|
316L stainless steel (polished, Ra ≤0.8 μm)
|
Non-reactive, corrosion-resistant, no heavy metal leaching; smooth surface = no residue
|
|
Grinding liners/media
|
Food-grade alumina ceramic (Al₂O₃ ≥99.5%), food-grade zirconia ceramic
|
Replaces metal liners/balls to eliminate metal wear particulates (the #1 grinding purity risk)
|
|
Classifiers/screens
|
316L stainless steel (polished); food-grade nylon mesh (for fine screening)
|
No metal wear; mesh integrity prevents foreign matter pass-through
|
|
Seals/gaskets
|
FDA/EU 10/2011 approved silicone/EPDM
|
No rubber leachates; prevents lubricant leakage into CaCO₃ stream
|
|
Conveying pipes/hoses
|
316L stainless steel (welded, smooth joints); food-grade PTFE hoses
|
No crevices for residue/foreign matter; closed system = no dust contamination
|
|
Lubricants
|
Food-grade NSF H1 lubricants (only)
|
For bearings/gears—prevents accidental leakage (H1 = incidental food contact approved)
|
b. Pre-Grinding Equipment Cleaning & Validation (Eliminate Residue)
-
No cross-contamination: Ensure the grinding line is 100% dedicated to food-grade CaCO₃ (no shared equipment with industrial-grade CaCO₃—the single biggest cross-contamination risk).
-
Validate cleaning effectiveness: Before each production run (batch-to-batch), clean all contact surfaces and verify no residue (critical for multi-batch production):
-
Dry grinding: HEPA-filtered compressed air blowdown + vacuuming; white glove test (no visible dust/residue) + swab test (CaCO₃ residue <10 mg/m²).
-
Wet grinding: CIP (Clean-in-Place) with potable hot water (60°C) + food-grade alkaline cleaner (pH 10–11); 3 rinse cycles (final rinse conductivity <10 μS/cm) + microbial swab test (ND for pathogens).
-
3. Process Additive Purity (Wet Grinding Only – Dry Grinding Has No Additives)
Wet grinding for PCC/nano-CaCO₃ uses water, dispersants, and pH adjusters—all must be food-grade approved (no industrial-grade additives allowed, even in small quantities):
-
Water: Use potable water (ISO 10500) (test for heavy metals/microbes weekly); no tap water with unregulated impurities.
-
Dispersants: Only FDA/EU-approved food-grade dispersants (e.g., food-grade sodium polyphosphate, sodium citrate); test for purity/certificates before use; use the minimum effective dosage (no excess residue).
-
pH adjusters: Food-grade NaOH (caustic soda) or food-grade Ca(OH)₂; avoid industrial-grade alkalis with heavy metal impurities.
Step 2: In-Process Purity Control – Prevent Contamination During Grinding
The grinding process itself must be closed, controlled, and monitored to eliminate impurity introduction—dry and wet grinding have distinct purity risks, so targeted measures are required for each.
Key Purity Controls for Dry Grinding (GCC) (Most Common for Food-Grade CaCO₃)
Dry grinding’s primary purity risks are metal wear particulates, lubricant leakage, dust cross-contamination, and foreign matter ingress—mitigate with these measures:
-
Eliminate metal wear: Use full ceramic lining/grinding media (no metal-on-metal contact); inspect liners/media for wear monthly (replace at 50% wear to avoid particle shedding).
-
Prevent lubricant leakage: Install double mechanical seals (316L SS + food-grade silicone) on mill/classifier bearings; add leak detection sensors (alarm on lubricant contact with CaCO₃); use only NSF H1 food-grade lubricants (label all lubrication points clearly).
-
Closed, dust-free grinding/conveying: Operate the entire process in a 100% closed system (grinder → classifier → cyclone → bag filter → finished silo); no open chutes/hoppers (avoids dust/foreign matter ingress). Use food-grade bag filters (polypropylene, FDA-approved) with automatic pulse cleaning (inspect filters for tears weekly to prevent dust bypass).
-
Real-time foreign matter/metal removal: Install a high-sensitivity metal detector (≥0.5 mm ferrous/non-ferrous) in the feed line before the grinding chamber—reject any feed with metal fragments (prevents screen/liner damage and metal contamination). Add a vibratory screen (200–500 μm) after classification to remove any large particulates/foreign matter.
-
Temperature control: Maintain grinding temperature <80°C (use jacketed mill cooling with potable water); high temperatures cause lubricant breakdown (residue) and CaCO₃ agglomeration (no purity loss, but agglomerates trap impurities).
-
Air purity control: Use HEPA-filtered air (H13/H14) for pneumatic conveying/grinding (dry grinding relies on air for classification/conveying); unfiltered plant air introduces dust/foreign matter.
Key Purity Controls for Wet Grinding (PCC/Nano-CaCO₃)
Wet grinding has additional purity risks: water-borne microbial/heavy metal contamination, dispersant residue, grinding bead wear, and slurry cross-contamination—add these measures to the dry grinding controls:
-
Grinding media purity: Use food-grade high-purity ceramic beads (ZrO₂ ≥99.5% or Al₂O₃ ≥99.5%); no industrial-grade glass/metal beads (avoid leaching/shedding). Inspect beads for wear (replace if broken/cracked) to prevent ceramic particle contamination (screen slurry post-grinding to remove fine ceramic dust).
-
Slurry hygiene & microbial control:
-
Add a food-grade biocide (e.g., food-grade peracetic acid) in low dosage (if needed) to prevent microbial growth (validate biocide residue is ND in the final product).
-
Use UV sterilization for finished slurry (post-grinding) to eliminate pathogens (critical for pharma-grade CaCO₃).
-
Avoid slurry stagnation (circulate continuously) — stagnant slurry breeds microbes and settles impurities.
-
-
No additive residue: Use low-foaming, easily washable food-grade dispersants; after grinding, perform a water wash/filtration step (for nano-CaCO₃) to remove excess dispersant (verify residue is ND via HPLC).
-
Closed slurry circulation: Use sealed 316L SS pipelines/tanks for slurry; no open tanks (avoids foreign matter/dust ingress); use food-grade magnetic filters in the slurry line to capture any small metal particulates (from pump wear).
-
pH control to prevent dissolution: Maintain slurry pH at 8–10 (food-grade NaOH/Ca(OH)₂); CaCO₃ dissolves in acidic water (pH <7) and re-precipitates with water-borne impurities, reducing purity.
Step 3: Post-Grinding Purity Preservation – Avoid Contamination in Finishing/Collection
Grinding produces high-purity CaCO₃ powder/slurry—post-grinding handling (separation, drying, conveying, storage) is a common overlooked purity risk; strict controls here ensure the final product retains its grinding-level purity.
-
Dry grinding (GCC) drying/collection:
-
Use food-grade indirect drying (jacketed dryers, steam-heated) — no direct flame/hot gas contact (avoids soot/ash contamination).
-
Convey finished powder via closed pneumatic systems (316L SS) to dedicated food-grade silos; no belt conveyors (open = dust/foreign matter ingress).
-
-
Wet grinding (PCC/nano-CaCO₃) filtration/drying:
-
Use food-grade filter presses (316L SS) with FDA-approved filter cloths (polypropylene) — avoid industrial-grade filter media with leachates.
-
Dry filter cakes with freeze-drying or food-grade spray drying (no industrial dryers with residue); ensure drying air is HEPA-filtered.
-
-
Dedicated finished product storage:
-
Store food-grade CaCO₃ in sealed, 316L SS silos/tanks (dedicated—no shared storage); silos/tanks have sloped bottoms (no dead zones for residue/impurity accumulation) and are cleaned monthly.
-
Use FIFO (First-In-First-Out) inventory management — avoid long-term storage (moisture absorption leads to agglomeration and impurity trapping).
-
-
Packaging material purity:
-
Use only food-grade packaging (FDA/EU-approved PE/PP bags, metal-free drums); pre-clean packaging (no dust/fiber) and seal tightly (avoids moisture/dust ingress).
-
Label packaging with a batch number (for traceability) and “Food-Grade – No Cross-Contamination” to prevent mishandling with industrial-grade CaCO₃.
-
Step 4: Real-Time Purity Monitoring & Impurity Removal – Catch Risks Early
Purity control is not just preventative—real-time monitoring during grinding ensures immediate detection of contamination, so corrective actions can be taken before an impure batch is produced. Install these monitoring/removal systems at key process points (CCPs, Critical Control Points per ISO 22000):
|
Process Stage
|
Monitoring/Removal Tool
|
Purity Function
|
|
Pre-grinding feed
|
High-sensitivity metal detector (≥0.5 mm) + vibratory screen (200 μm)
|
Remove metal/foreign matter before grinding
|
|
Grinding chamber
|
Wear sensors (liner/media) + lubricant leak detectors
|
Alarm on equipment wear/leakage (stop grinding if detected)
|
|
Post-classification (dry) / post-grinding (wet)
|
In-line heavy metal sensor (XRF) + magnetic filter
|
Real-time heavy metal detection; capture metal particulates
|
|
Finished product line
|
On-line particle size analyzer + visual inspection camera
|
Detect abnormal particulates/foreign matter
|
|
All stages
|
Batch sampling points (every 30 mins)
|
Manual spot-test for purity/impurities (ICP-MS for heavy metals)
|
Step 5: Systemic Purity Assurance – Management & Hygiene to Sustain Compliance
Purity control during grinding is not just about equipment/process—it requires a formal management system to ensure all measures are consistently implemented, documented, and validated (aligned with ISO 22000 HACCP principles).
-
Dedicate food-grade production teams: Train staff on food-grade purity control (no cross-training with industrial-grade CaCO₃ teams); implement color-coded hygiene protocols (e.g., blue uniforms/tools for food-grade, red for industrial) to avoid cross-contamination.
-
Facility hygiene & dust control:
-
Maintain the food-grade grinding area at positive air pressure (prevents dust ingress from non-food areas); HEPA-filter all air intake.
-
Clean the facility daily (wet mopping—no dry sweeping) to eliminate dust; use dedicated food-grade cleaning tools (no shared with industrial areas).
-
Implement a foreign matter prevention program (FMP) — no loose plastic/fiber in the production area; use metal-free tools.
-
-
Preventive maintenance (PM) for equipment:
-
Schedule monthly PM for all grinding/handling equipment (inspect liners, seals, filters, media for wear/tears); document all PM activities (no unplanned maintenance during production).
-
Calibrate all monitoring tools (metal detectors, XRF sensors, ICP-MS) monthly with NIST-traceable standards (ensures accurate impurity detection).
-
-
Full batch traceability & documentation:
-
Record all process data for each batch (raw material test results, grinding parameters, cleaning validation, monitoring data, finished product test results) — ISO 22000 mandatory.
-
Retain records for at least 2 years (or per regional regulation) — enables full traceability if a purity issue arises (recall only the affected batch).
-
-
Regular purity audits & validation:
-
Conduct internal purity audits quarterly (test finished product for all impurities); engage a third-party ISO 17025-accredited lab for annual purity validation (unbiased testing).
-
Validate the entire grinding process for purity annually (simulate contamination risks to test control effectiveness).
-
Step 6: Corrective Actions for Purity Deviations – Minimize Loss
Even with strict controls, purity deviations may occur (e.g., equipment wear, additive residue, cross-contamination). Define pre-approved corrective actions for all possible deviations to stop production and fix the issue before an impure batch is released:
-
Metal particulates detected: Stop grinding; inspect/ replace worn liners/media; screen all in-process CaCO₃; test finished product (release only if ND).
-
Heavy metal levels exceed limits: Reject the batch; trace the source (raw material/equipment leaching/water); fix the source before resuming production.
-
Lubricant/dispersant residue detected: Stop production; clean all equipment (re-validate cleaning); discard in-process material; switch to a higher-purity food-grade additive/seal.
-
Microbial contamination (wet grinding): Discard the batch; sterilize all equipment/tanks; implement UV/biocide control; test water/slurry for microbes before resuming.
-
Foreign matter detected: Stop production; identify the source (open system/dust/poor hygiene); fix the source; screen all in-process/finished material.
Key Purity Control Takeaways for Food-Grade CaCO₃ Grinding
The single most important rule for purity: prevention is better than correction—grinding cannot “purify” CaCO₃; it can only preserve the raw material’s purity and avoid introducing new impurities. The core pillars of successful purity control are:
-
Dedication: 100% dedicated food-grade production line/equipment (no sharing with industrial-grade).
-
Food-grade only: All materials (equipment, additives, lubricants, packaging) meet food contact standards (ISO/FDA/EU).
-
Closed systems: 100% closed grinding/conveying/storage to eliminate dust/foreign matter ingress.
-
No metal wear: Ceramic liners/media to eliminate metal particulate contamination (the #1 risk).
-
Real-time monitoring: CCPs with metal detection, wear sensors, and spot-testing to catch deviations early.
-
Documentation: Full batch traceability and validation of all purity control measures (ISO 22000 mandatory).
By implementing these measures, you ensure the food-grade CaCO₃ produced during grinding meets the strictest global purity standards, with no detectable impurities and a CaCO₃ content of ≥99%—critical for access to premium food, pharma, and nutraceutical markets.