To produce food-grade calcium carbonate (CaCO₃) that meets ISO standards and global food safety regulations, manufacturers must implement a comprehensive quality and safety management system covering the entire grinding process—from raw material selection to finished product packaging. The core standards governing food-grade CaCO₃ grinding are ISO 22000 (food safety management), ISO 3262-5 (CaCO₃ purity specifications), and ISO food contact material standards (equipment safety). Below is a step-by-step implementation plan tailored to the unique requirements of CaCO₃ grinding operations.
Core ISO Standards for Food-Grade CaCO₃ Grinding
|
ISO Standard
|
Scope
|
Key Requirements for CaCO₃ Grinding
|
|
ISO 22000:2018
|
Food safety management system (FSMS)
|
HACCP-based hazard analysis, critical control points (CCPs), traceability, and continuous improvement
|
|
ISO 3262-5:2023
|
Natural crystalline CaCO₃ specifications
|
Minimum purity (98–99% for food grade), heavy metal limits, moisture content, and loss on ignition
|
|
ISO 4531/ISO 8442
|
Food contact materials (equipment)
|
Stainless steel grade requirements (316L preferred), non-reactive surfaces, and corrosion resistance
|
|
ISO 17025
|
Laboratory testing competence
|
Validated testing methods for purity, heavy metals, and microbiological safety
|
|
ISO 9001
|
Quality management system
|
Process control, documentation, and customer satisfaction focus
|
Additionally, food-grade CaCO₃ must meet Codex Alimentarius standards and regional regulations (FDA 21 CFR, EU 1333/2008, China GB 1886.214) for food additives (E170i for natural CaCO₃, E170ii for precipitated CaCO₃).
Step 1: Raw Material Control – The Foundation of Food Safety
Food-grade CaCO₃ grinding starts with selecting high-purity limestone that meets ISO 3262-5 Grade A/B requirements. This is the first critical control point (CCP) to prevent contamination before grinding begins.
Key Raw Material Requirements
-
Purity specifications (ISO 3262-5 Grade A for food use):
-
CaCO₃ content: ≥99% (dry basis)
-
Heavy metal limits (mg/kg): Pb ≤ 0.5, As ≤ 0.5, Cd ≤ 0.2, Hg ≤ 0.1 (strictly enforced for food applications)
-
Matter volatile at 105°C: ≤0.4%
-
Loss on ignition: ≤46%
-
-
Source qualification:
-
Use limestone from ISO 9001-certified quarries with documented geological surveys (no heavy metal or radioactive contamination)
-
Implement supplier audit program (annual on-site audits) and maintain approved supplier list (ASL)
-
Test every raw material batch for compliance with food-grade specifications before grinding
-
-
Storage and handling:
-
Store raw limestone in dedicated, covered silos (separate from industrial-grade materials)
-
Use closed conveying systems (pneumatic or screw conveyors with dust tightness) to prevent cross-contamination
-
Implement FIFO (First-In-First-Out) inventory management with batch labeling
-
Step 2: Grinding Equipment & Facility Compliance
Food-grade CaCO₃ grinding requires equipment specifically designed for food contact and facilities that prevent physical, chemical, or microbiological contamination.
1. Equipment Material Requirements (ISO Food Contact Standards)
|
Component
|
Material Specification
|
Rationale
|
|
Grinding chamber
|
316L stainless steel (or food-grade ceramic)
|
Non-reactive, corrosion-resistant, and easy to clean
|
|
Liners
|
Food-grade polyurethane or alumina ceramic
|
Avoid metal particle contamination during grinding
|
|
Seals
|
FDA-approved silicone/EPDM
|
Prevent lubricant leakage into product stream
|
|
Classifiers
|
316L stainless steel with polished surfaces (Ra ≤ 0.8 μm)
|
Minimize particle adhesion and facilitate cleaning
|
|
Conveying pipes
|
316L stainless steel with smooth welded joints
|
No crevices for bacteria accumulation
|
2. Facility Design & Hygiene (ISO 22000 Prerequisites)
-
Dedicated production line: Food-grade CaCO₃ must be ground on a separate line from industrial-grade products (no shared equipment)
-
Positive air pressure in the grinding area to prevent dust ingress from non-food areas
-
Hygienic design features:
-
Sloped floors for water drainage (wet grinding)
-
Coved corners (no sharp angles) to eliminate dust traps
-
Easy-to-clean surfaces (avoid porous materials)
-
Separate staff facilities (clean vs. dirty zones)
-
-
Dust control: Install HEPA-filtered dust collection systems (airborne dust <10 mg/m³) to prevent cross-contamination and protect workers
3. Equipment Validation & Calibration
-
Validate all grinding equipment for food safety compliance (ISO 17025-accredited testing)
-
Calibrate particle size analyzers (laser diffraction) and weighing systems monthly with NIST-traceable standards
-
Implement preventive maintenance program with documented cleaning and inspection schedules
Step 3: Grinding Process Control (ISO 22000 + HACCP Implementation)
The grinding process is where most contamination risks occur—implementing HACCP-based control (required by ISO 22000) is essential to mitigate hazards.
1. HACCP Plan Development for CaCO₃ Grinding
|
Step
|
Implementation Action
|
CaCO₃-Specific Application
|
|
1. Hazard Analysis
|
Identify biological, chemical, and physical hazards
|
Chemical (heavy metals, lubricants), physical (metal particles, foreign objects), biological (microbial contamination—rare for dry grinding but possible in wet processes)
|
|
2. CCP Identification
|
Determine critical control points
|
Raw material testing, grinding temperature control, classifier screen integrity, finished product analysis
|
|
3. Critical Limits
|
Set measurable safety thresholds
|
Heavy metals ≤0.5 mg/kg, grinding temp <80°C (prevent material degradation), screen mesh integrity (no tears)
|
|
4. Monitoring System
|
Establish real-time process monitoring
|
In-line heavy metal sensors, temperature probes, screen inspection checklists
|
|
5. Corrective Actions
|
Define responses to deviations
|
Reject contaminated batches, shut down for equipment repair, adjust process parameters
|
|
6. Verification
|
Validate HACCP effectiveness
|
Annual HACCP audit, batch testing, and customer complaint analysis
|
|
7. Documentation
|
Maintain comprehensive records
|
Batch records, CCP monitoring logs, and corrective action reports
|
2. Key Process Controls for Food-Grade Grinding
a. Dry Grinding Process (GCC) Critical Controls
-
Temperature management: Maintain grinding temperature <80°C (use jacketed mills or cooling systems) to prevent CaCO₃ degradation and lubricant breakdown
-
Classifier screen protection: Install metal detectors before the classifier to prevent screen damage and metal particle contamination
-
Dust collection: Use food-grade bag filters (polypropylene) with automatic pulse cleaning—validate filter integrity monthly
-
Cross-contamination prevention:
-
Clean equipment thoroughly between batches (validate cleaning effectiveness)
-
Use dedicated tools for food-grade production
-
Implement color-coded cleaning protocols (separate from industrial lines)
-
b. Wet Grinding Process (PCC/Nano-CaCO₃) Additional Controls
-
Slurry hygiene: Use potable water (ISO 10500) for slurrying—test water for microbiological safety weekly
-
Dispersant control: Only use FDA-approved dispersants (e.g., sodium polyphosphate) with documented purity certificates
-
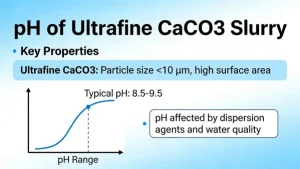
pH adjustment: Maintain pH 8–10 (prevent CaCO₃ dissolution) using food-grade NaOH
-
Microbial control: For nano-CaCO₃, consider UV sterilization of finished slurry (validate effectiveness)
Step 4: Cleaning & Sanitation Validation (ISO 22000 Requirement)
Food-grade CaCO₃ grinding equipment requires documented cleaning procedures that are validated to remove all residues. This is especially critical for preventing cross-contamination between batches or product types.
1. Cleaning Validation Protocol
-
Cleaning procedures (dry grinding):
-
Dry cleaning: Remove loose CaCO₃ powder with compressed air (HEPA-filtered)
-
Wet cleaning: Wash with hot water (60°C) + food-grade alkaline cleaner (pH 10–11)
-
Rinsing: 3 cycles with potable water (final rinse conductivity <10 μS/cm)
-
Drying: Force air drying (≤60°C) to prevent microbial growth
-
-
Validation criteria:
-
Visual inspection: No visible residues (white glove test)
-
Residue testing: Swab testing for CaCO₃ (limit: <10 mg/m²)
-
Microbiological testing: Total plate count <10 CFU/cm² (for wet grinding equipment)
-
Heavy metal testing: No detectable transfer to blank samples
-
-
Frequency:
-
Batch-to-batch: Dry cleaning + visual inspection
-
Daily: Full wet cleaning (wet grinding) or dry cleaning + vacuuming (dry grinding)
-
Weekly: Complete disassembly and deep cleaning of critical components (classifier screens, mill liners)
-
2. Sanitation for Wet Grinding Systems
For wet grinding lines producing PCC/nano-CaCO₃:
-
Use clean-in-place (CIP) systems with automated cleaning cycles
-
Add a sanitization step (food-grade peracetic acid or chlorine dioxide) after cleaning
-
Validate CIP effectiveness quarterly with biological indicators (e.g., ATP testing)
Step 5: Finished Product Testing & Quality Assurance
Compliance with ISO standards requires rigorous finished product testing to ensure food safety and purity.
1. Mandatory Testing Parameters (ISO 3262-5 + Food Safety)
|
Test Category
|
Parameters
|
Test Method
|
Frequency
|
|
Purity
|
CaCO₃ content, loss on ignition
|
ISO 3262-1
|
Every batch
|
|
Heavy Metals
|
Pb, As, Cd, Hg
|
ICP-MS
|
Every batch (critical for food safety)
|
|
Microbiological
|
Total plate count, yeast/mold, E. coli, Salmonella
|
ISO 4833, ISO 6222
|
Every 10 batches (more frequent for wet grinding)
|
|
Physical
|
Particle size distribution (D50, D97), whiteness
|
Laser diffraction, ISO 2470
|
Every batch
|
|
Moisture
|
Volatile matter at 105°C
|
ISO 787-2
|
Every batch
|
2. Testing Laboratory Requirements
-
Use an ISO 17025-accredited laboratory (internal or third-party) for all critical tests
-
Maintain calibrated equipment (ICP-MS, laser diffraction analyzers) with traceable standards
-
Implement duplicate testing for critical parameters (heavy metals) to ensure accuracy
Step 6: Traceability & Documentation (ISO 22000 Core Requirement)
Food-grade CaCO₃ manufacturers must establish full batch traceability from raw material to finished product—mandatory for ISO 22000 certification and product recalls.
1. Batch Record System
Each production batch must have a comprehensive record including:
-
Raw material source, batch number, and test results
-
Grinding parameters (temperature, pressure, classifier speed)
-
CCP monitoring data (times, temperatures, operator signatures)
-
Finished product test results and certification
-
Packaging and labeling information
-
Distribution records (customer, date, quantity)
2. Labeling Compliance (ISO + Food Regulations)
Food-grade CaCO₃ packaging must include:
-
Product name: “Food-Grade Calcium Carbonate (E170i/E170ii)”
-
Batch number and production date
-
Purity percentage and particle size specification
-
Heavy metal test results (certificate of analysis)
-
Storage instructions (dry, cool place)
-
Food additive status and regulatory compliance statement
Step 7: ISO Certification Implementation Roadmap
|
Phase
|
Timeline
|
Key Activities
|
|
1. Gap Analysis
|
1–2 months
|
Compare current operations to ISO 22000/ISO 3262-5 requirements; identify non-compliance areas
|
|
2. System Design
|
2–3 months
|
Develop HACCP plan, SOPs, and documentation system; train staff on food safety practices
|
|
3. Implementation
|
3–6 months
|
Upgrade equipment/facilities; implement process controls and cleaning validation; start record-keeping
|
|
4. Internal Audit
|
1 month
|
Conduct pre-certification audit; address non-conformities
|
|
5. Certification Audit
|
1–2 weeks
|
Engage accredited ISO certification body; undergo formal audit
|
|
6. Maintenance
|
Ongoing
|
Conduct annual surveillance audits; update FSMS as needed; continuous improvement
|
Step 8: Common Compliance Pitfalls & Solutions for CaCO₃ Grinding
|
Compliance Challenge
|
Root Cause
|
Solution
|
|
Heavy metal contamination
|
Raw material or equipment wear
|
Implement stricter raw material testing; use ceramic liners instead of metal
|
|
Cross-contamination
|
Shared equipment with industrial-grade CaCO₃
|
Invest in dedicated food-grade grinding line; implement color-coded tools and cleaning protocols
|
|
Inconsistent particle size
|
Poor process control
|
Install in-line PSD sensors; implement closed-loop automation (PLC/SCADA)
|
|
Microbial growth (wet grinding)
|
Inadequate cleaning
|
Upgrade to CIP systems; add sanitization step; validate cleaning effectiveness monthly
|
|
Documentation gaps
|
Lack of standardized record-keeping
|
Implement electronic batch record system; train staff on documentation requirements
|
Complying with ISO standards for food-grade CaCO₃ grinding requires a holistic approach that integrates:
-
Raw material excellence: Source high-purity limestone meeting ISO 3262-5 Grade A requirements
-
Equipment safety: Use food-grade materials (316L stainless steel) and dedicated production lines
-
Process control: Implement HACCP-based CCPs for grinding, cleaning, and testing (ISO 22000 core)
-
Quality assurance: Rigorous testing for purity, heavy metals, and microbiological safety
-
Traceability: Comprehensive batch records from quarry to customer
By following this guide, CaCO₃ grinding facilities can achieve ISO 22000 certification and produce food-grade products that meet global safety standards—opening doors to premium food, pharmaceutical, and nutraceutical markets.