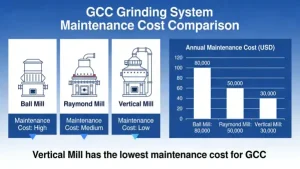
For GCC (Ground Calcium Carbonate) production, thefluidized bedjet milloften delivers the lowest maintenance cost, closely followed byRaymond mills(for small-to-medium scale) andvertical roller mills (VRMs)(for large-scale operations). The optimal choice depends on scale, fineness, and operational priorities.
Maintenance Cost Comparison of GCC Grinding Systems
| Grinding System | Maintenance Cost Level | Key Maintenance Features | Best For |
|
Fluidized BedJet Mill
|
Lowest
|
No rotating grinding components; nozzle wear nearly nonexistent; minimal moving parts; low downtime | Ultrafine GCC (d₉₇ < 10μm); high-purity applications; low maintenance priority |
|
Raymond Mill
|
Very Low
|
Simple design; long wear part life (rollers/rings: 1-5 years for GCC); minimal labor; no complex hydraulics | Small-to-medium scale GCC production (5-50 t/h); medium fineness (150-2000 mesh) |
|
Vertical Roller Mill (VRM)
|
Low-Medium
|
Fewer moving parts than ball mills; hydraulic roller tilting for easy access; wear parts last 8,000-20,000 hours; but higher wear part cost than ball mills | Large-scale GCC production (50-500 t/h); integrated drying/classifying; energy efficiency priority |
|
Stirred Mill (e。g。, Vertimill)
|
Low-Medium
|
Simple mechanical design; fewer moving parts; easy liner replacement; lower media consumption than ball mills | Ultrafine GCC regrinding; high-density applications |
|
Ball Mill + Air Classifier
|
Medium
|
Mature maintenance practices; low-cost wear parts (balls/liners); but higher wear rate (gram/ton GCC) and frequent replacement; high labor intensity | Large-scale conventional GCC production; high flexibility |
|
Jet Mill (Conventional)
|
Medium-High
|
More complex than fluidized bed design; nozzle wear issues; high compressed air system maintenance | Specialty GCC with narrow particle size distribution |
Why Fluidized Bed Jet Mills Lead in Low Maintenance Cost
-
No rotating grinding elements: Eliminates most wear points found in mechanical mills
-
Particle-on-particle comminution: Reduces wear to nearly zero (only air passes through nozzles)
-
Minimal moving parts: Only classifier and blower require routine maintenance
-
No grinding media: Eliminates media consumption costs and handling downtime
-
Quick access for inspection: Simplified design allows fast checks without major disassembly
Raymond Mills: Excellent for Small-to-Medium Scale
-
Long wear part life: Rollers and rings made of special alloys last 1-5 years for GCC processing
-
No production impact from wear: Centrifugal force maintains roller-ring contact even as they wear
-
Simple maintenance: Often handled by a single operator; no specialized training needed
-
Low spare part cost: Standardized components widely available
Vertical Roller Mills: Balanced for Large-Scale Operations
-
Hydraulic roller tilting: Enables easy roller sleeve/liner replacement, reducing downtime by 50% vs. ball mills
-
Integrated system: Combines grinding, drying, classifying, and conveying, reducing total maintenance points
-
Lower wear rate: Metal consumption typically 5-10 g/t GCC vs. 50-100 g/t for ball mills
-
Trade-off: Higher initial investment and wear part cost than Raymond mills or ball mills
Ball Mills: High Maintenance Despite Low Wear Part Cost
-
High wear rate: Steel balls and liners need frequent replacement (every 3-6 months for heavy GCC use)
-
Labor-intensive: Requires multiple workers for liner/ball replacement; longer downtime
-
Offset: Low-cost wear parts and mature global supply chain
Key Takeaways for GCC Producers
-
For ultrafine GCC (d₉₇ < 10μm): Choose afluidized bedjet millfor the lowest maintenance cost, especially if purity and low downtime are critical.
-
For small-to-medium scale (5-50 t/h):Raymond millsprovide the best balance of low maintenance cost, simplicity, and operational reliability.
-
For large-scale (50+ t/h):Vertical roller millsdeliver lower total maintenance cost than ball mills when considering wear rate, downtime, and labor efficiency, despite higher wear part costs.
-
For regrinding applications:Stirred millsoffer lower maintenance than ball mills with similar efficiency gains.
Note: Maintenance cost is just one factor—always evaluatetotal cost of ownership(TCO), including energy consumption, capital investment, and operational efficiency, when selecting a GCC grinding system.