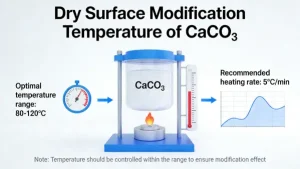
The core temperature range for industrial dry surface modification of CaCO₃ (both ground calcium carbonate/GCC and precipitated calcium carbonate/PCC) is 80 °C – 120 °C. This range balances three critical requirements: activating the modifier, ensuring uniform adsorption on CaCO₃ particle surfaces, and preventing thermal decomposition/volatilization of the modifier (the most common failure in dry modification).
Temperatures are fine-tuned by modifier type (the primary variable) and CaCO₃ particle size; industrial production (via high-speed mixers, the standard dry modification equipment) strictly controls internal batch temperature (not just jacket heating temperature) to stay within the optimal window.
Optimal Temperature for Common Modifiers
| Modifier Category | Typical Types | Optimal Temperature Range | Key Reason |
| Fatty Acids/Fatty Salts | Stearic acid, calcium stearate | 80 °C – 100 °C | Low melting/activation point; higher temps cause volatilization/loss. |
| Coupling Agents | Titanate, aluminate, silane | 90 °C – 110 °C | Requires higher temp for hydrolysis/activation of functional groups (e.g., alkoxy groups in silanes) to form chemical bonds with CaCO₃’s hydroxyl groups on the surface. |
| Composite Modifiers | Fatty acid + coupling agent | 85 °C – 105 °C | Compromised temp to activate both components without excessive loss of either. |
Critical Temperature Adjustments for Special CaCO₃ Grades
-
Ultrafine/nano CaCO₃ (D50 < 2 μm)Lower the temperature to 80 °C – 95 °C to avoid particle agglomeration (caused by excessive thermal motion) and prevent modifier over-adsorption on particle surfaces (which leads to poor dispersion in polymers).
-
Coarse GCC (D50 > 50 μm)Slightly raise the temperature to 100 °C – 120 °C; the larger particle surface area per unit mass requires higher activation energy for uniform modifier coverage.
Industrial Operational Notes
-
Heat source synergy: High-speed mixers generate frictional heat (from rotor-particle and particle-particle collision) during mixing. In practice, only low external jacket heating (60 °C – 70 °C) is needed to reach the target temperature; external overheating will cause the batch temperature to exceed 120 °C rapidly.
-
Temperature upper limit: Never exceed 130 °C—most organic modifiers (stearic acid, titanates) start thermal decomposition/oxidation above this temp, leading to reduced modification efficiency, yellowing of CaCO₃, and toxic volatile byproducts.
-
Light vs. Heavy CaCO₃: PCC (light CaCO₃) has a porous structure and higher surface hydroxyl content; control temperature 5 °C – 10 °C lower than GCC (heavy CaCO₃) to avoid modifier penetration into internal pores (wasting modifier and reducing surface modification effect).
-
Insulation time: Maintain the optimal temperature for 10–30 minutes (depending on mixer speed and CaCO₃ load) to ensure the modifier fully spreads and chemisorbs/physisorbs on the CaCO₃ surface.
Summary of Key Thresholds
-
Minimum effective temp: ≥80 °C (to melt/activate most modifiers and remove surface moisture of CaCO₃, a prerequisite for good adsorption).
-
Optimal working range: 80–120 °C (modifier type-dependent).
-
Absolute upper limit: ≤120 °C (industrial control) / ≤130 °C (theoretical decomposition threshold).
This temperature control is the most fundamental parameter for dry surface modification of CaCO₃, directly determining the activation rate of the modifier, the uniformity of coating, and the final compatibility of modified CaCO₃ with polymer matrices (PP/PE/PVC, etc.).