To grind calcium carbonate (CaCO₃) to 2 microns or less (including nano-grade <100 nm), the most effective industrial approaches are wet stirred media milling(for reliable submicron/nano results) and advanced dry jet milling (for coarser submicron, typically >500 nm). The choice depends on target fineness, throughput, and application requirements.
Key Approaches Overview
| Method | Typical Fineness | Best For | Advantages | Challenges |
|---|---|---|---|---|
| Wet Stirred Media Milling | D97 ≤ 2 μm (down to 100 nm) | High-purity, narrow PSD, coatings/plastics | Prevents agglomeration, higher energy efficiency, better particle shape control | Requires dewatering/drying, higher capital cost |
| Dry Jet Milling | D97 = 1–5 μm (down to 200 nm with special designs) | Large-scale, low moisture materials | Simple process, no liquid handling, lower operational cost | Agglomeration issues below 500 nm, wider PSD |
| Planetary Ball Milling | Lab-scale nano (10–500 nm) | R&D, small batches | Versatile, low-cost lab setup | Low throughput, long grinding times |
| Precipitated Calcium Carbonate (PCC) | True nano (10–100 nm) | Ultra-high performance applications | Perfectly controlled particle size/shape | Chemical process, higher cost than GCC |
1. Wet Stirred Media Milling (Most Reliable for <2 μm)
Step-by-Step Process
-
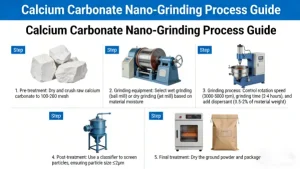
Raw Material Preparation
- Select high-purity calcite/marble (CaCO₃ ≥ 98%)
- Dry crush to 200–400 mesh (38–75 μm) as feedstock
-
Slurry Preparation
- Mix with water to 60–75% solid content (balance with dispersant type)
- Add 0.1–1.0% dispersant (based on solid weight):
- Sodium polyacrylate (most common)
- Polycarboxylates, P(AA/AMPS) copolymers for better stability
- pH adjustment to 8–10 (optimizes dispersant performance)
-
Grinding Stage
- Equipment: Horizontal bead mill with turbine/pin-type dispersers
- Grinding Media: Zirconia beads (0.2–1.2 mm for submicron; 0.05–0.3 mm for nano)
- Critical Parameters:
- Tip speed: 8–12 m/s (faster = finer, but higher wear)
- Residence time: 15–60 minutes (multiple passes for nano)
- Temperature control: 25–40°C (prevents viscosity rise)
- Single-pass efficiency: Up to 90% for D97 ≤ 2 μm
-
Post-Processing
- Classification: Inline sieve/centrifuge to remove oversize
- Dehydration: Filter press/centrifuge to 30–40% moisture cake
- Drying: Spray drying/flash drying (maintain particle separation)
- 表面改性 (optional): Add stearic acid/titinate coupling agents for better compatibility in polymers
2. Dry Grinding for Submicron CaCO₃
Advanced Jet Milling Process
- Equipment: Supersonic steam jet mill or fluidized bed opposed jet mill with integrated classifier
- Parameters:
- Gas pressure: 8–40 bar (higher = finer)
- Steam temperature: 230–360°C (drying effect)
- Feed size: Pre-ground to <1 mm
- Multiple passes for D97 < 2 μm
- Limitations: Difficult to reach below 500 nm without agglomeration; use 0.1–0.5% dry dispersant (e.g., tricalcium phosphate) to improve results
Dry Stirred Mill Option
- For moderate submicron (1–2 μm): Use dry stirred mill with ceramic media
- Add 0.2–0.5% talcum powder + polymethylphenylsiloxane as grinding aids for better flow and reduced agglomeration
3. Nano-Grade Production (<100 nm)
Wet Milling Optimization for Nano
- Media size: 0.05–0.3 mm yttrium-stabilized zirconia beads
- Slurry concentration: Reduce to 40–50% solids (lower viscosity for better media-particle interaction)
- Grinding aids: Use specialized hyperdispersants (e.g., Solsperse series)
- Multiple stages: 2–3 sequential grinding passes with decreasing media size
Precipitated Calcium Carbonate (PCC) Route (True Nano)
- Calcinate limestone to CaO
- Slake with water to Ca(OH)₂
- Carbonate with CO₂ under controlled conditions (temperature, agitation, additives)
- Result: Monodisperse nano-CaCO₃ (10–100 nm) with controlled morphology (cubic, needle-like, spindle)
Critical Success Factors
-
Dispersant Selection & Dosage
- Wet grinding: Sodium polyacrylate (0.2–0.5%) is cost-effective; P(AA/AMPS) for better stability at high solids
- Avoid over-dosage (increases viscosity) or under-dosage (agglomeration)
-
Media Properties
- Material: Zirconia (95% ZrO₂) for minimal contamination
- Size: Inverse relationship with product fineness (smaller media = finer particles)
- Loading: 70–80% of mill chamber volume for optimal energy transfer
-
Process Control
- Particle size monitoring: Laser diffraction (e.g., Malvern Mastersizer) at-line
- Energy input: Specific energy consumption increases exponentially below 1 μm (expect 10–20 kWh/kg for D97=1 μm)
- Temperature: Keep below 40°C to prevent dispersant degradation and viscosity spikes
Typical Production Flow for D97 ≤ 2 μm GCC
- Quarrying → washing → coarse crushing (2–5 cm)
- Fine crushing → dry pre-grinding (200–400 mesh)
- Slurry preparation (65% solids + 0.3% sodium polyacrylate)
- Primary wet grinding: Horizontal bead mill with 1.0 mm zirconia beads (D97=5–10 μm)
- Secondary wet grinding: Horizontal bead mill with 0.3 mm zirconia beads (D97≤2 μm)
- Classification → dewatering → drying → surface modification (optional)
- Packaging & quality control
Equipment Recommendations
| Target Fineness | Primary Equipment | Secondary Equipment |
|---|---|---|
| D97 = 1–2 μm | Horizontal bead mill (stirred media) | Inline sieve + filter press |
| D97 = 500 nm–1 μm | Nano bead mill (0.1–0.3 mm media) | Spray dryer + air classifier |
| D97 = 200–500 nm | Multi-stage bead milling | Ultrasonic dispersion + freeze drying |
| D97 < 200 nm | Precipitated Calcium Carbonate (PCC) process | Cryogenic grinding (for GCC) |
Practical Tips for Success
- Start with high-purity material: Impurities can act as nucleation sites for agglomeration
- Optimize slurry rheology: Target viscosity 500–2000 mPa·s for best grinding efficiency
- Use sequential grinding: Coarse → medium → fine media for energy efficiency
- Prevent contamination: Use ceramic-lined equipment and high-purity media for sensitive applications
- Test at lab scale first: Validate parameters with 1–5 L batch before scaling up
For most industrial applications requiring D97 ≤ 2 μm, wet stirred media milling is the most reliable method. For true nano-grade (<100 nm), consider either multi-stage wet milling with ultra-fine media or the PCC chemical route.