Cleaning a ring roller mill (also called vertical roller mill, VRM) after CaCO₃ production is a critical industrial maintenance step—its integrated grinding, classification, and drying design creates multiple powder accumulation points (roller/ring gap, grinding chamber, classifier, pipelines, and filters). Residual CaCO₃ powder (especially agglomerated, high-moisture, or high-silica CaCO₃) causes cross-contamination (for grade changes), equipment corrosion, roller/ring wear acceleration, and reduced grinding efficiency. For CaCO₃ production, cleaning also prevents moisture-induced agglomeration (a top cause of mill clogging and uneven grinding in subsequent runs).
Ring roller mills for CaCO₃ are dry grinding systems (the only design used for industrial GCC production), so cleaning follows the principle of dry mechanical removal first, targeted wet cleaning only for stubborn deposits, and full drying post-cleaning (to restore moisture ≤1% for CaCO₃ grinding). The process is divided into 3 core stages (Shut-Down & Preparation → Systematic Dry/Wet Cleaning → Post-Cleaning Inspection & Restoration) with CaCO₃-specific steps (e.g., addressing silica-rich deposits, avoiding metal contamination of high-purity CaCO₃), clear equipment-specific cleaning methods, and industrial safety protocols. This is the standard factory cleaning protocol for ring roller mills used in CaCO₃ (coarse/fine GCC, D50=5–100 μm) production.
Key Pre-Cleaning Principles for CaCO₃ Ring Roller Mill
-
Dry First, Wet Only When Necessary: Wet cleaning is limited to stubborn agglomerated CaCO₃ deposits (moisture >1%)—all wet surfaces are fully dried to avoid future agglomeration.
-
No Metal Contamination: Use non-metallic tools (nylon, plastic, rubber) for high-purity CaCO₃ (food/coating grade) to prevent iron/metal particle introduction.
-
Targeted Cleaning: Focus on high-accumulation zones (roller/ring contact surface, grinding chamber cone, classifier impeller, cyclone separator, and bag filter) — the main areas for CaCO₃ buildup.
-
Safety First: Strictly follow Lockout/Tagout (LOTO) standards—depressurize the mill, disconnect power, and vent the grinding chamber before any manual cleaning.
-
Grade Change Specialization: For CaCO₃ grade changes (e.g., low-purity cement grade → high-purity coating grade), add a purge run with clean limestone fines to eliminate cross-contamination.
Stage 1: Pre-Cleaning Shut-Down & Preparation (15–30 mins, Mandatory)
This stage ensures safe, efficient cleaning by preparing the mill, tools, and personnel—non-negotiable for industrial operations (avoids accidents and incomplete cleaning).
1. Standard Mill Shut-Down (CaCO₃-Specific)
-
Stop limestone feed first, then run the mill with only dry compressed air for 5–10 mins to blow loose CaCO₃ powder from the grinding chamber and classifier (prevents powder avalanche during manual cleaning).
-
Shut down the main mill motor, classifier fan, hot air blower, and dust collection system (bag filter/cyclone).
-
Depressurize and vent the grinding chamber and all pipelines (open manway doors and vent valves) to atmospheric pressure.
-
Cool the mill to ambient temperature (20–30℃)—hot surfaces (from drying) cause CaCO₃ powder to stick during cleaning and risk burns to personnel.
2. Lockout/Tagout (LOTO) & Safety Preparation
-
Disconnect power to all mill systems (main motor, fan, classifier, conveyors) and attach LOTO tags to power switches (only the cleaning supervisor can remove them).
-
Isolate the compressed air, hot air, and cooling water systems (close valves and tag them).
-
Prepare personal protective equipment (PPE) for personnel: dust respirator (N95+/FFP2), safety goggles, anti-static coveralls, rubber gloves, and steel-toe boots (CaCO₃ fine powder is a respiratory irritant).
3. Tool & Material Preparation
Classify tools by cleaning type (dry/wet) and CaCO₃ purity grade—all tools are clean and dry before use (no cross-contamination from previous jobs):
|
Cleaning Type
|
Tools for Standard CaCO₃ (Cement/Construction)
|
Tools for High-Purity CaCO₃ (Coating/Food)
|
|
Dry Cleaning
|
Steel bristle brushes (stiff), air lance (0.6–0.8 MPa dry compressed air), scraper (mild steel), vacuum cleaner (industrial, HEPA filter)
|
Nylon/plastic bristle brushes (stiff), air lance (oil-free dry compressed air), plastic/nylon scrapers, anti-static industrial vacuum (HEPA filter, non-metallic nozzle)
|
|
Wet Cleaning
|
Low-pressure water sprayer (10–15 bar), mild alkaline cleaner (0.5% NaOH, deionized water), microfiber cloths
|
Deionized water sprayer, food-grade neutral cleaner (no NaOH), lint-free microfiber cloths
|
|
Drying
|
Hot air blower (80–100℃, dry), industrial dehumidifier
|
Oil-free hot air blower (80–100℃), dry nitrogen purge (for ultra-high-purity CaCO₃)
|
|
Inspection
|
Flashlight, digital moisture meter, caliper (for roller/ring wear check), borescope (for hard-to-reach zones)
|
Same + particle counter (to test for metal contamination)
|
Critical CaCO₃ Tip: Use oil-free, dry compressed air (dew point ≤-40℃, oil content ≤0.01 mg/m³) for all air-based cleaning—oil/water in compressed air causes CaCO₃ agglomeration and sticking.
Stage 2: Systematic Dry/Wet Cleaning (Core Step, 1–4h — depends on mill size/CaCO₃ buildup)
Clean the mill from top to bottom (classifier → grinding chamber → discharge/pipelines → dust collection) — this prevents loose powder from falling into already cleaned zones. Dry cleaning is the primary method; wet cleaning is only used for stubborn agglomerated CaCO₃ deposits (e.g., in roller/ring gaps or grinding chamber cones) that cannot be removed by dry air/mechanical tools.
All steps are performed with the mill’s manway doors and access panels open for maximum visibility and airflow.
A. Top Zone: Classifier & Upper Grinding Chamber (Most Critical for PSD Stability)
The classifier (turbo/cyclone) is the heart of CaCO₃ particle size control—residual powder on the impeller blades causes unbalanced rotation, poor classification, and PSD widening.
-
Classifier Impeller: Use an air lance (0.6 MPa) to blow loose CaCO₃ powder from the impeller blades and housing (hold the lance at a 45° angle to avoid powder blowing back). For stubborn buildup on blade edges, use a nylon/plastic scraper (gentle scraping—no metal tools for high-purity CaCO₃) to remove deposits, then re-blow with air.
-
Classifier Air Ducts/Volute: Blow all powder from the air inlet/outlet ducts with the air lance; use a brush to dislodge powder from duct corners, then vacuum the loose powder with an industrial HEPA vacuum.
-
Upper Grinding Chamber (Above Roller/Ring): Blow powder from the chamber walls and feed chutes with the air lance; clean the feed distributor (rotary vane) to ensure uniform limestone feed in subsequent runs (clogged vanes cause uneven grinding).
B. Middle Zone: Grinding Chamber (Roller/Ring, Core Grinding Zone)
This is the highest buildup zone—CaCO₃ powder accumulates in the roller/ring gap, on the grinding table (cone), and in the air flow channels. Residual powder here causes uneven roller/ring wear and reduced grinding efficiency.
1. Roller & Ring Contact Surface (CaCO₃-Specific)
-
Dry Removal: Use the air lance to blow loose powder from the roller/ring gap and contact surface (the most critical area for CaCO₃ grinding). For silica-rich CaCO₃ deposits (hard, abrasive), use a stiff nylon brush to dislodge powder (avoid steel brushes—they scratch the roller/ring hardface and accelerate wear).
-
Wet Cleaning (Only for Agglomerated Deposits): If agglomerated CaCO₃ (moisture >1%) is stuck to the roller/ring surface, spray a 0.5% NaOH solution (deionized water) on the deposit (let soak for 5–10 mins to soften), then scrape gently with a plastic scraper and wipe with a microfiber cloth. Rinse immediately with clean deionized water to remove NaOH residue (avoids CaCO₃ reaction).
-
Key Prohibition: Do not use high-pressure water (>20 bar) on the roller/ring—this damages the hardface coating (WC-Co or ceramic) used for CaCO₃ grinding.
2. Grinding Table/Cone & Chamber Walls
-
Blow loose powder from the grinding table (cone) and chamber walls with the air lance; use a brush to clean the air flow nozzles (around the table) — clogged nozzles reduce fluidization and grinding efficiency.
-
Vacuum all loose powder from the bottom of the grinding chamber (use a HEPA vacuum to avoid dust escape).
-
For high-purity CaCO₃ production: Wipe the chamber walls with a lint-free microfiber cloth dampened with deionized water (only if needed), then dry immediately with hot air.
C. Lower Zone: Discharge System & Pipelines
Powder accumulates in the discharge chute, screw conveyor, and air return pipelines—clogging here causes material backup and mill shutdown.
-
Discharge Chute/Screw Conveyor: Open access panels, blow loose powder with the air lance, and vacuum all residual powder. For sticky CaCO₃ buildup on the screw conveyor flighting, use a plastic scraper to remove deposits (no metal tools).
-
Air Return Pipelines/Cyclone Separator: Disconnect pipeline flanges (where possible) and blow powder from the inside with the air lance (start from the mill end and work toward the dust collection system). For cyclone separators, clean the cone and discharge valve (rotary airlock) — ensure the valve rotates freely (no powder buildup).
-
Seals & Gaskets: Wipe all rubber/PTFE seals (around flanges/pipelines) with a dry cloth—remove powder buildup to prevent air leakage in subsequent runs.
D. Dust Collection System (Bag Filter/Cartridge Filter — Final Powder Capture)
The bag filter is the last stage of the mill system—residual CaCO₃ powder on filter bags/cartridges reduces air flow, increases pressure drop, and causes dust emission.
-
Filter Bags/Cartridges: Trigger the automatic pulse-jet cleaning system (3–5 cycles) to blow loose CaCO₃ powder from the bags/cartridges into the hopper (this is the standard dry cleaning step for daily shutdowns).
-
Manual Cleaning (For Heavy Buildup): For bags/cartridges with sticky CaCO₃ buildup, remove them from the filter housing and blow with the air lance (0.4–0.6 MPa, low pressure to avoid damaging the filter media). Do not wash filter bags (wet media clogs and cannot be fully dried for CaCO₃ grinding).
-
Hopper & Discharge Valve: Vacuum all powder from the filter hopper and clean the discharge valve (rotary airlock) — ensure no powder buildup that causes valve jamming.
-
Filter Housing: Blow loose powder from the filter housing walls and air inlet/outlet with the air lance, then vacuum the floor of the housing.
Stage 3: Post-Cleaning Inspection, Drying & Restoration (30–60 mins + Drying Time)
This stage ensures the mill is 100% clean, dry, and mechanically sound before restart—critical for avoiding CaCO₃ agglomeration, cross-contamination, and equipment failure in subsequent production runs.
1. Full Cleaning Inspection (Zone-by-Zone)
Inspect every cleaned zone with a flashlight/borescope (for hard-to-reach areas) to confirm no residual CaCO₃ powder or agglomerates—use the following pass/fail criteria for CaCO₃ production:
-
No visible powder on all surfaces (walls, rollers, impeller, pipelines).
-
No agglomerated deposits in roller/ring gaps, classifier blades, or air nozzles.
-
For high-purity CaCO₃: Use a particle counter to test for metal contamination (≤10 metal particles/100g CaCO₃) and a moisture meter to confirm surface moisture ≤0.5%.
-
All moving parts (roller, classifier impeller, rotary airlock valves) rotate freely (no powder jamming).
2. Full Drying (Mandatory for Any Wet Cleaning)
If wet cleaning was used (even for a small zone), dry the entire mill system to restore air and surface moisture ≤1% (the industrial standard for CaCO₃ dry grinding)—moisture above this causes agglomeration and mill clogging.
-
Close all manway doors/access panels (leave vent valves open for airflow).
-
Start the mill’s hot air blower (80–100℃) and classifier fan (low speed) — run for 1–2h to circulate hot dry air through the grinding chamber, classifier, pipelines, and filter.
-
For high-purity CaCO₃: Purge the mill with dry nitrogen (dew point ≤-60℃) for 30 mins after hot air drying to eliminate residual moisture and oxygen (prevents minor oxidation).
-
Verify moisture: Use a digital moisture meter to test air/surface moisture in the grinding chamber—only restart production when moisture ≤1%.
3. Mechanical & System Restoration
-
Reinstall all disconnected flanges, access panels, and tools—ensure all gaskets/seals are in place (replace damaged seals immediately to avoid air leakage).
-
Retighten all bolts/nuts (to manufacturer’s specified torque) — vibration during cleaning may loosen fasteners.
-
Check lubrication levels for all moving parts (roller bearings, classifier impeller, rotary airlock valves) — top up with lubricant if needed (use food-grade lubricant for high-purity CaCO₃).
-
Remove LOTO tags and reconnect power/air/water systems only after the cleaning supervisor approves the mill for restart.
4. Purge Run (For CaCO₃ Grade Changes — Critical for Cross-Contamination Prevention)
If cleaning for a CaCO₃ grade change (e.g., low-purity cement grade → high-purity coating grade) or product color change (e.g., white CaCO₃ → coated CaCO₃), perform a short purge run (15–30 mins) with clean limestone fines (D50=50–100μm) before full production:
-
Feed clean limestone fines into the mill at 30% of design capacity.
-
Run the mill with hot dry air (moisture ≤1%) — grind and discharge the purge material (do not mix with qualified product).
-
The purge run flushes out any residual low-purity CaCO₃ powder and confirms the mill is free of cross-contamination.
CaCO₃-Specific Cleaning Tips for Common Ring Roller Mill Issues
|
Common CaCO₃ Buildup Issue
|
Root Cause
|
Targeted Cleaning Solution
|
|
Agglomerated CaCO₃ in roller/ring gap
|
Feed moisture >1% + insufficient post-production air purge
|
Soften with 0.5% NaOH (deionized water) → plastic scraper → hot air dry (1–2h) → enforce post-production air purge (5–10 mins)
|
|
Silica-rich hard deposits on grinding table
|
High-silica CaCO₃ (SiO₂>3%) + uneven grinding
|
Stiff nylon brush → air lance (0.8 MPa) → avoid steel tools (prevents hardface scratching) → pre-remove silica from limestone (washing/flotation)
|
|
Powder sticking to classifier impeller blades
|
High classifier speed + CaCO₃ fine powder (D50<10μm)
|
Air lance (0.6 MPa, 45° angle) → nylon scraper (blade edges) → reduce classifier speed slightly in subsequent runs
|
|
Bag filter clogging with sticky CaCO₃
|
Filter media moisture >1% + CaCO₃ agglomeration
|
Pulse-jet cleaning (5 cycles) → air lance (0.4 MPa) → replace damaged filter bags → ensure hot air dryer is operational (mill air moisture ≤1%)
|
Quick Cleaning Schedule for CaCO₃ Ring Roller Mill (Based on Production Frequency)
|
Production Scenario
|
Cleaning Type
|
Frequency
|
Duration
|
|
Daily production (same CaCO₃ grade, 24h run)
|
Quick Dry Cleaning (air lance + pulse-jet filter cleaning)
|
After each shutdown (shift/daily)
|
30–60 mins
|
|
Weekly production (same CaCO₃ grade)
|
Comprehensive Dry Cleaning (all zones + vacuum)
|
Weekly (end of production week)
|
1–2h
|
|
CaCO₃ grade change/high-purity production
|
Full Dry + Targeted Wet Cleaning (all zones + purge run)
|
Before grade change
|
2–4h + purge run (30 mins)
|
|
Monthly maintenance
|
Full Dry/Wet Cleaning + Inspection (all zones + roller/ring wear check)
|
Monthly
|
3–4h + drying (1–2h)
|
Safety Non-Negotiables for Ring Roller Mill Cleaning
-
Dust Control: Run the mill’s dust collection system (bag filter) during manual cleaning (if possible) and use HEPA vacuums—CaCO₃ fine powder (D50<10μm) is a respiratory irritant and causes dust explosions if accumulated in large quantities.
-
Confined Space Entry: The grinding chamber/classifier are confined spaces—only enter with a buddy system, gas detector (for oxygen/CO₂), and forced air ventilation (no solo entry).
-
Electrical Safety: Keep all electrical tools (vacuum, air lance) grounded and use explosion-proof equipment (ATEX-certified) in dusty CaCO₃ production areas.
-
Fall Protection: Use safety harnesses when cleaning upper zones (classifier, upper grinding chamber) — no standing on unapproved mill surfaces.
Final Summary of Ring Roller Mill Cleaning for CaCO₃ Production
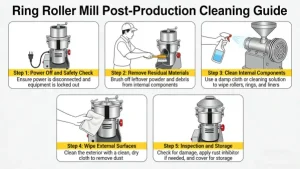
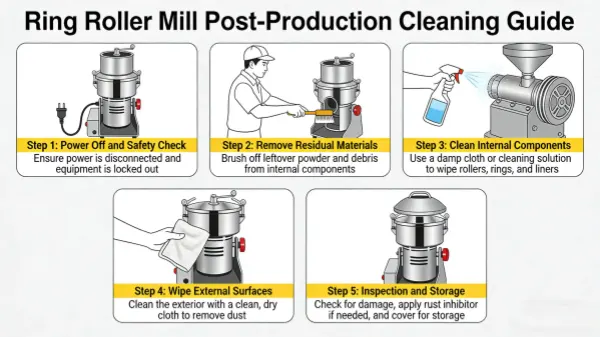
Cleaning a ring roller mill for CaCO₃ follows a top-to-bottom, dry-first workflow with three non-negotiable steps: (1) Safe shut-down/LOTO preparation, (2) systematic dry cleaning of all high-accumulation zones (classifier, roller/ring, grinding chamber, dust collection), and (3) full drying/inspection before restart. For CaCO₃, the key priorities are eliminating agglomerated powder (via dry air and targeted mild wet cleaning) and restoring moisture ≤1% (to prevent future clogging). Grade changes require an additional purge run to avoid cross-contamination, and high-purity CaCO₃ production mandates non-metallic tools and oil-free/dry air to prevent metal contamination.