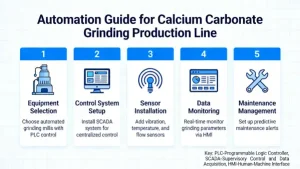
Automating a CaCO₃ grinding production line (covering dry grinding for GCC (ground calcium carbonate) and wet grinding for PCC/precipitated CaCO₃/nano-CaCO₃) is a layered, full-process closed-loop control transformation—it integrates sensing detection, PLC/SCADA control, intelligent actuation, and data-driven optimization to replace manual operation. The core goals are to stabilize particle size distribution (PSD) consistency, reduce energy consumption (the biggest cost of CaCO₃ grinding), minimize manual intervention, and improve product yield and production efficiency.
CaCO₃ grinding automation is process-specific: dry grinding (GCC) focuses on dust explosion protection, air classification-Powder mill linkage, and hot air drying-grinding integration; wet grinding (PCC/nano-CaCO₃) emphasizes slurry concentration/pH control, agglomeration prevention, and grinding media load adjustment. The automation implementation follows the principle of “hardware foundation → sensor networking → core control → full-process linkage → closed-loop optimization → intelligent upgrade”, and is compatible with both retrofit of existing lines and design of new lines.
Below is a practical, step-by-step automation implementation plan with clear distinctions between dry/wet grinding processes, including core system architecture, key control logic, equipment transformation, and on-site debugging—tailored to the actual production needs of CaCO₃ plants (small/medium/large scale).
Core Objectives & Hierarchical Automation Architecture
Primary Automation Goals for CaCO₃ Grinding
-
Stabilize product quality: PSD (D50/D90/D99) deviation ≤±0.1 μm (GCC) / ≤±5 nm (nano-CaCO₃), whiteness/moisture/purity meeting customer specs with 99%+ yield.
-
Optimize energy efficiency: Reduce unit energy consumption (kWh/ton of finished powder) by 15–30% (grinding accounts for 60–80% of CaCO₃ plant energy use).
-
Reduce manual labor: Achieve unmanned operation of the grinding section (only 1–2 operators for patrol/emergency handling) and automatic batch traceability.
-
Improve equipment reliability: Real-time monitoring of equipment status + predictive maintenance, reducing unplanned downtime by 40%+.
-
Ensure safety/environmental compliance: Automatic control of dust concentration (dry grinding) / slurry leakage (wet grinding), meeting industrial safety and environmental regulations.
4-Level Industrial Automation Architecture (Industry 4.0 Standard)
The architecture is a distributed control system (DCS) for large-scale plants (≥100,000 t/a) and a PLC+SCADA system for small/medium plants (≤100,000 t/a)—both realize full-process data interconnection and closed-loop control, with no information island.
|
Level
|
Name
|
Core Components
|
Key Functions (CaCO₃ Grinding)
|
|
1
|
Field Equipment Layer
|
Grinding mills, air classifiers, slurry pumps, feeders, valves, conveyors; actuators (frequency converters, metering pumps, regulating valves)
|
The execution end of automation; complete physical grinding, conveying, and separation processes; receive control signals from the upper layer.
|
|
2
|
Sensing & Detection Layer
|
The multi-sensor network mentioned in the previous chapter (PSD, pressure, temperature, flow, concentration, vibration, dust, etc.)
|
Real-time collection of process parameters, product quality parameters, and equipment status parameters; transmit raw data to the control layer (4–20 mA/Modbus/OPC UA).
|
|
3
|
Control & Monitoring Layer
|
PLC (core), HMI (on-site touch screen), SCADA (central monitoring system), PID regulator, safety interlock system (SIS)
|
Core automation brain: Process sensor data, execute closed-loop control logic, realize interlock of all equipment, on-site/remote monitoring, and alarm; adjust process parameters in real time to stabilize PSD.
|
|
4
|
Data & Management Layer
|
MES (Manufacturing Execution System), ERP (Enterprise Resource Planning), cloud platform, data analytics server
|
Data storage/analysis, batch traceability, production scheduling, energy consumption statistics, predictive maintenance, and remote management; link grinding production with the entire plant’s production and management.
|
Step 1: Hardware Renovation & Foundation Preparation
Automation is based on reliable hardware—the first step is to transform existing grinding equipment, add necessary actuators, and optimize on-site layout (especially for old line retrofits). This step is the most critical for the stability of the automated system (poor hardware adaptation will lead to frequent system failures).
Key Hardware Renovation Requirements (Dry/Wet Grinding Universal)
-
Equipment Standardization: Upgrade grinding mills, classifiers, pumps, and conveyors to variable frequency speed regulation (VFD) models (the core actuator for flow/speed adjustment); reserve digital/analog signal interfaces (485/Profinet) for connection with PLC.
-
Actuator Configuration: Add precision actuators for all adjustable process points (e.g., electromagnetic regulating valves for gas/liquid, loss-in-weight feeders for powder/slurry, metering pumps for dispersant/pH regulator).
-
On-Site Environmental Adaptation:
-
Dry grinding (GCC): All electrical equipment (sensors, PLC, HMI) must meet ATEX/IECEx Zone 2 explosion-proof certification (dust explosion risk); use sealed cable troughs and intrinsically safe wiring.
-
Wet grinding (PCC/nano-CaCO₃): All contact equipment/sensors use anti-scaling/anti-corrosion coatings (316L stainless steel); add automatic flushing systems for sensor probes/pipelines (prevent CaCO₃ scaling).
-
-
Sensor Layout Optimization: Install sensors at representative measurement points (e.g., PSD sensors after the classifier/mill circulation pipeline, vibration sensors at mill bearings, concentration sensors at the grinding tank outlet) to ensure real, representative, and stable data (avoid dead zones/abnormal flow).
-
Material Conveying Automation: Upgrade to automatic closed conveying equipment (pneumatic conveying for dry powder, screw conveyors with VFD, centrifugal pumps with VFD for slurry) to realize automatic flow adjustment and avoid material accumulation/blockage.
Small/Medium Plant Cost-Effective Option
For small/medium CaCO₃ plants with limited budgets, prioritize renovating core grinding and classification equipment (add VFD and key sensors) and postpone non-critical links (e.g., manual packaging can be retained); realize semi-automation of the core grinding section first, and then upgrade to full automation.
Step 2: Build the Core Automated Control System
This step is to integrate the sensor network, PLC control, SCADA monitoring, and safety interlock to form a closed-loop control system—the core of CaCO₃ grinding automation. The system takes PSD (D50 as the primary control target) as the core, and realizes real-time adjustment of process parameters through PID control/AI algorithm.
1. Sensing Detection Network Integration
Integrate all on-site sensors into the PLC system through unified communication protocols (prioritize Modbus RTU/TCP/OPC UA; analog signals (4–20 mA) for non-digital sensors) to form a real-time data acquisition network.
-
Key quality sensors: In-line laser diffraction (GCC/PCC), FBRM+DLS (nano-CaCO₃) (PSD/agglomeration monitoring).
-
Key process sensors: Flow, pressure, temperature, concentration, pH, moisture, viscosity (stabilize grinding process).
-
Key equipment sensors: Vibration, current, speed, load (equipment status monitoring).
-
Key safety sensors: Dust concentration, flame, liquid leakage, pressure difference (safety/environmental monitoring).
-
Calibration System: Set up a regular automatic/manual calibration mechanism for sensors (monthly with NIST standard reference materials) to ensure data accuracy (the root of reliable control).
2. PLC Core Control Logic Design
PLC is the brain of the automated system—select PLC models according to production scale:
-
Large plants (≥200,000 t/a): Siemens S7-1500/400, Rockwell ControlLogix, Mitsubishi Q series (high performance, multi-axis control, redundant design).
-
Small/medium plants (≤200,000 t/a): Siemens S7-1200, Huichuan H3U, Kunlun Tongtai MCGS PLC (cost-effective, easy to debug).
The core design is process-specific closed-loop control logic (dry/wet grinding have different control targets and adjustment strategies) and full-process equipment interlock logic (avoid equipment damage caused by misoperation).
Core Closed-Loop Control Logic (PID-Based, Extended to AI)
Take D50 (the most critical quality index of CaCO₃) as the set value (SV), the real-time measured value (PV) from the PSD sensor as the feedback, and the PLC adjusts the actuators (VFD, regulating valve, feeders) through the PID algorithm to make PV track SV stably.
-
Anti-interference optimization: Add filter algorithms to the sensor data (eliminate noise caused by equipment vibration/CaCO₃ agglomeration); set dead zone control (avoid frequent adjustment of actuators due to tiny D50 fluctuations).
-
Coupling parameter decoupling: For mutually coupled process parameters (e.g., grinding pressure and feed rate in dry grinding), use decoupling control algorithms to avoid parameter interference and ensure control stability.
Full-Process Equipment Interlock Logic
Realize sequential start/stop, interlock protection, and emergency stop (E-Stop) of all equipment in the grinding line to avoid equipment damage and safety accidents:
-
Sequential start: Raw material conveying → mill preheating (dry grinding) → mill start → classifier start → product conveying → dust collection (dry grinding)/slurry circulation (wet grinding).
-
Interlock protection: If the classifier stops, the mill feed is automatically cut off; if the dust collector pressure difference is too high (clogging), the pneumatic conveying speed is reduced; if the slurry pump is overloaded (wet grinding), the feed rate is automatically reduced.
-
Emergency stop: When the safety sensor (flame, dust explosion risk, slurry leakage) triggers an alarm, the PLC immediately stops all equipment in the grinding line and activates the safety system (inert gas purging, fire suppression, leakage treatment).
3. SCADA/HMI Monitoring & Operation System
Build a on-site HMI + central SCADA monitoring system to realize real-time visualization, manual/auto switching, and alarm management of the entire grinding line:
-
On-site HMI: Install touch screens at key stations (mill, classifier, finished product warehouse) for on-site patrol operators to view real-time parameters, switch control modes (auto/manual), and handle local alarms.
-
Central SCADA: Build a central control room with a large screen to display the entire grinding line flow chart, real-time parameter trend chart (D50, energy consumption, temperature), equipment status map, and alarm list; support remote operation and parameter modification (with authority management).
-
Alarm management: Set multi-level alarms (warning/urgent/emergency) for all key parameters/equipment status (e.g., D50 deviation ±0.1 μm = warning, ±0.2 μm = urgent); the system automatically triggers sound/light alarms, records alarm information, and gives automatic handling suggestions (e.g., D50 too high → increase classifier speed).
-
Manual/Auto Switch: Reserve a one-key manual/auto switch function for all control loops—when the automated system fails, the operator can switch to manual mode to ensure continuous production (critical for industrial production).
4. Safety Interlock System (SIS) – Independent of PLC
For CaCO₃ dry grinding plants (with dust explosion risk) and large wet grinding plants, an independent SIS must be built (not integrated with the PLC control system) to ensure highest level of safety protection:
-
Dry grinding SIS: Monitor dust concentration, flame, mill temperature, and classifier pressure difference; activate inert gas (N₂) purging, fire suppression system, and emergency stop when risks are detected.
-
Wet grinding SIS: Monitor slurry leakage, pump overload, and grinding tank level; activate leakage treatment, feed cut-off, and tank overflow protection when risks are detected.
-
Authority management: Set multi-level operation authority (operator/technician/manager) to avoid misoperation by unauthorized personnel.
Step 3: Process-Specific Full-Automation Implementation
CaCO₃ grinding is divided into dry grinding (GCC) and wet grinding (PCC/nano-CaCO₃)—their process flows are very different, so the full-automation implementation must be tailored to the process (focus on the core control links and equipment linkage of each process).
1. Dry Grinding (GCC) Production Line Automation (Most Common)
Typical Process: Raw material crushing → automatic feeding → vertical mill/Raymond mill grinding → air classification → pneumatic conveying → dust collection → finished product screening → automatic packaging/warehousing.
Core Automation Focus: Grinding-classification closed-loop control (stabilize D50), hot air drying-grinding integration control (moisture <0.5%), and dust-free closed conveying.
Key Automated Control Loops (GCC Dry Grinding)
All loops are PID closed-loop control and linked to each other; the core is the PSD (D50) closed-loop (the master loop), and other loops are slave loops (serve the master loop).
|
Control Loop
|
Set Value (SV)
|
Measured Value (PV)
|
Actuator
|
Adjustment Strategy (PID)
|
|
PSD (D50) Master Loop
|
Customer-specified D50 (e.g., 2 μm for paper coating)
|
In-line laser diffraction probe (after classifier)
|
Classifier VFD, mill grinding pressure regulating valve, loss-in-weight feeder
|
PV > SV (coarse powder): ↑ classifier speed, ↑ grinding pressure, ↓ feed rate<br>PV < SV (fine powder): ↓ classifier speed, ↓ grinding pressure, ↑ feed rate
|
|
Powder Feed Rate Loop
|
Calculated by mill load/PSD demand
|
Coriolis mass flow sensor
|
Loss-in-weight feeder VFD
|
Stabilize feed rate to avoid mill overload/underload; follow PSD master loop adjustment
|
|
Grinding Pressure Loop
|
Set by PSD demand
|
Hydraulic pressure sensor (mill roller)
|
Hydraulic regulating valve
|
Adjust pressure to match feed rate/classifier speed; follow PSD master loop
|
|
Hot Air Temperature/Moisture Loop
|
Temperature: 120–150℃, Moisture: <0.5%
|
PT100 temperature sensor, microwave moisture sensor
|
Hot air burner regulating valve, exhaust fan VFD
|
↑ temperature/↓ exhaust if moisture >0.5%; ↓ temperature/↑ exhaust if mill overheats
|
|
Dust Concentration Loop
|
≤10 mg/m³ (emission standard)
|
Laser dust concentration sensor (workshop/stack)
|
Dust collector fan VFD, pulse jet cleaning valve
|
↑ fan speed/activate pulse cleaning if concentration >10 mg/m³
|
Full-Process Linkage Automation
-
Raw material automatic feeding: The silo level sensor triggers the screw conveyor/VFD to realize automatic material level control (no manual feeding); the loss-in-weight feeder realizes precise powder metering.
-
Grinding-classification integration: The mill and classifier are frequency conversion linked—the classifier speed is the core adjustment parameter for PSD, and the mill load is matched with the classifier speed in real time.
-
Dust collection & conveying automation: The bag filter’s pressure difference sensor triggers automatic pulse jet cleaning; the pneumatic conveying system is linked with the finished product silo level to realize automatic material transfer (no dust leakage).
-
Automatic packaging/warehousing: The finished product silo level sensor triggers the automatic packaging machine (weighing/sealing/stacking); the AGV robot realizes automatic warehousing and batch traceability.
2. Wet Grinding (PCC/Nano-CaCO₃) Production Line Automation
Typical Process: Raw material slurrying → automatic dispersant addition → bead mill/ball mill grinding → slurry circulation → agglomeration detection → pH/concentration adjustment → finished product filtration/drying → automatic packaging.
Nano-CaCO₃ Additional Links: Zeta potential adjustment, ultrasonic dispersion, inert gas protection (N₂).
Core Automation Focus: Slurry concentration/pH closed-loop control (prevent agglomeration/dissolution), PSD+agglomeration dual closed-loop control (nano-CaCO₃), and dispersant automatic metering.
Key Automated Control Loops (Wet Grinding – PCC/Nano-CaCO₃)
Nano-CaCO₃ adds agglomeration and zeta potential closed loops (the most critical for nano-product quality); all loops are PID closed-loop and linked to the PSD master loop.
|
Control Loop
|
Set Value (SV)
|
Measured Value (PV)
|
Actuator
|
Adjustment Strategy (PID)
|
|
PSD (D50) Master Loop
|
e.g., 5 μm (PCC paint), 50 nm (nano-CaCO₃ plastic)
|
In-line laser diffraction (PCC)/DLS (nano)
|
Bead mill VFD, slurry feed pump VFD
|
PV > SV: ↑ mill speed, ↓ feed rate, ↑ circulation flow<br>PV < SV: ↓ mill speed, ↑ feed rate, ↓ circulation flow
|
|
Agglomeration Loop (Nano-CaCO₃)
|
No large chord lengths (FBRM)
|
FBRM probe (grinding tank)
|
Dispersant metering pump, ultrasonic disperser VFD
|
PV detects large chords (agglomeration): ↑ dispersant dosage, activate ultrasonic dispersion
|
|
Slurry Solid Content Loop
|
40–60 wt% (PCC), 30–50 wt% (nano-CaCO₃)
|
Microwave/RF concentration sensor
|
Water metering pump, slurry feed pump
|
PV > SV: ↑ water addition; PV < SV: ↓ water addition/↑ raw material feed
|
|
pH Loop
|
8–10 (prevent CaCO₃ dissolution)
|
Industrial pH sensor (grinding tank)
|
Alkaline regulator (NaOH) metering pump
|
PV < 8: ↑ regulator dosage; PV >10: ↓ regulator dosage/↑ water addition
|
|
Zeta Potential Loop (Nano-CaCO₃)
|
-30~-50 mV (stable dispersion)
|
Zeta potential sensor
|
Dispersant metering pump
|
PV > -30 mV (poor dispersion): ↑ dispersant dosage
|
Full-Process Linkage Automation
-
Automatic slurrying & dispersant addition: The water/raw material metering pump realizes precise slurrying (set solid content); the dispersant metering pump is linked with the slurry flow sensor to realize proportional automatic addition (follow solid content/pH adjustment).
-
Grinding-circulation integration: The bead mill and circulation pump are frequency conversion linked; the slurry flow rate is adjusted in real time according to the PSD master loop to avoid over-grinding (reduce energy consumption).
-
Automatic agglomeration elimination (Nano-CaCO₃): The FBRM probe triggers the ultrasonic disperser and dispersant metering pump automatically when agglomeration is detected (no manual intervention).
-
Finished product automatic treatment: The slurry filtration/drying system is linked with the grinding tank level to realize automatic material transfer; the dried powder is sent to the automatic packaging/warehousing system (same as dry grinding).
Step 4: Full-Process Debugging & Closed-Loop Optimization
After the hardware renovation and system construction, on-site debugging is required to optimize the control parameters and ensure the stable operation of the automated system—this step is the key to realizing the automation effect (poor debugging will lead to unstable D50 and high energy consumption).
1. Phased Debugging Process
-
Offline Debugging: Simulate the grinding process in the PLC/SCADA system (no connection with on-site equipment) to verify the control logic, interlock logic, and alarm management (eliminate software bugs).
-
Single-Loop Debugging: Connect one control loop at a time (e.g., feed rate loop, temperature loop) with on-site equipment, adjust the PID parameters (P/I/D) to make the loop stable (no overshoot/oscillation).
-
Multi-Loop Linkage Debugging: Connect all control loops and realize linkage between them; adjust the decoupling algorithm to avoid parameter interference (focus on the PSD master loop and slave loop matching).
-
Full-Line Commissioning: Start the entire grinding line in automatic mode, run with raw materials (pilot production), and optimize the control parameters according to the actual production data (D50 stability, energy consumption).
-
Acceptance & Handover: After continuous stable operation for 72 hours (D50 deviation ≤±0.1 μm, yield ≥99%), the automated system is accepted; train the plant operators/technicians (operation, debugging, daily maintenance).
2. Parameter Optimization & Continuous Improvement
-
PID Parameter Self-Tuning: Use the automatic PID tuning function of the PLC/SCADA system (or professional tuning software) to optimize P/I/D parameters according to the actual process characteristics (CaCO₃ grinding has large inertia and slow response—need to adjust the integral time appropriately).
-
Data-Driven Optimization: Collect production data (PSD, energy consumption, equipment status) through the SCADA/MES system, analyze the correlation between process parameters and energy consumption/PSD stability, and optimize the set values (e.g., find the optimal grinding pressure/feed rate combination for minimum energy consumption and stable D50).
-
AI Algorithm Upgrade (Large Plants): For large CaCO₃ plants, use machine learning/AI algorithms (e.g., fuzzy control, neural network) to replace the traditional PID algorithm—AI can adapt to the non-linear, time-varying characteristics of CaCO₃ grinding, further improve D50 stability and reduce energy consumption.
Step 5: Build Supporting Automated Auxiliary Systems
To realize full-process automation of the CaCO₃ grinding production line (not just the grinding section), it is necessary to build supporting automated auxiliary systems—linking the grinding line with the entire plant’s production and management, and realizing unmanned operation from raw materials to finished products.
1. Raw Material & Finished Product Automatic Logistics
-
Raw material silo automatic level control: The level sensor (ultrasonic/radar) triggers the conveying equipment to realize automatic feeding and avoid material shortage/overflow.
-
Finished product automatic packaging/warehousing: Automatic weighing, sealing, and stacking machines; AGV robots for automatic warehousing and outbound; WMS (Warehouse Management System) for real-time inventory management and batch traceability.
-
Automatic material conveying: Closed pneumatic conveying (dry powder) / slurry pump conveying (wet) with VFD, realizing automatic flow adjustment and dust-free/leak-free conveying.
2. Energy Consumption Monitoring & Optimization System
-
Real-time collection of energy consumption data (electricity, gas, water) of each equipment through the energy meter sensor; the SCADA/MES system counts the unit energy consumption (kWh/ton) of the grinding line and generates energy consumption reports.
-
Optimize the process parameters according to the energy consumption data (e.g., adjust the mill speed/feed rate to find the minimum energy consumption point for the target D50); realize energy-saving automation.
3. Equipment Predictive Maintenance System
-
Collect equipment status data (vibration, temperature, current, speed) through the sensor network; the MES/cloud platform uses big data/AI algorithms to analyze the equipment health status and predict potential failures (e.g., mill bearing wear, classifier impeller imbalance).
-
The system automatically generates predictive maintenance plans (e.g., bearing replacement, lubrication) and sends reminders to the maintenance team—avoid unplanned downtime and extend equipment service life.
4. Production Management & Batch Traceability System
-
The MES system links the grinding production line with the plant’s ERP system, realizing automatic production scheduling (according to customer orders) and batch traceability (record all process parameters, quality parameters, and energy consumption data of each batch of CaCO₃ products).
-
The system generates automatic production reports (daily/weekly/monthly) and quality reports, which can be inquired and exported at any time—meet the quality traceability requirements of customers (e.g., food/pharma grade CaCO₃).
Key Implementation Points & Risk Prevention
1. Key Success Factors for CaCO₃ Grinding Automation
-
Hardware Reliability: Prioritize industrial-grade, process-adapted equipment/sensors/actuators (abrasion-resistant, explosion-proof, anti-scaling) – avoid using civilian-grade products (frequent failures in harsh grinding environments).
-
Data Accuracy: Regularly calibrate sensors (monthly with standard reference materials) and clean sensor probes (weekly) – inaccurate data is the biggest enemy of closed-loop control.
-
Process Standardization: Standardize the CaCO₃ grinding process (raw material quality, grinding media type, dispersant type) before automation – automation cannot solve the problem of unstable raw materials/processes.
-
Personnel Training: Train operators/technicians on system operation, debugging, and daily maintenance – the automated system needs professional personnel to manage and maintain (avoid system paralysis due to improper operation).
-
Step-by-Step Upgrade: For old line retrofits, adopt a step-by-step upgrade strategy (core section first, then full line) – avoid one-time large-scale transformation leading to production shutdown and high risk.
2. Common Risk Prevention
-
System Failure Risk: Build a redundancy design for core equipment/sensors (e.g., dual PLC, dual PSD sensor) – when one device fails, the other automatically takes over to ensure continuous production.
-
Dust Explosion Risk (Dry Grinding): All electrical equipment meets explosion-proof certification; build an independent SIS system; regularly clean the dust collection system (avoid dust accumulation).
-
CaCO₃ Agglomeration/Dissolution Risk (Wet Grinding): Realize closed-loop control of concentration/pH/zeta potential; add automatic dispersant addition and ultrasonic dispersion systems – avoid product quality degradation.
-
Energy Consumption Increase Risk: Optimize the PID/AI control algorithm; avoid over-grinding (the main cause of high energy consumption) – ensure that the grinding process is at the optimal energy efficiency point.
Future Trend: Intelligent Upgrade to Industry 4.0
After realizing full automation, CaCO₃ grinding production lines can be further upgraded to intelligent production (Industry 4.0)—combining digital twin, industrial internet, and AI self-optimization to realize the highest level of unmanned, efficient, and intelligent production.
-
Digital Twin of Grinding Line: Build a 1:1 digital model of the physical grinding line in the virtual space; the model is linked with real-time sensor data to simulate the grinding process, predict PSD changes, and optimize process parameters (no need for on-site pilot production).
-
AI Self-Optimizing Control: Use deep learning/Reinforcement Learning (RL) algorithms to realize self-optimization of the grinding process—the AI system automatically adjusts process parameters according to raw material quality changes, customer order changes, and equipment status, to ensure the best product quality and minimum energy consumption.
-
Industrial Internet & Remote Management: Connect the grinding line to the industrial internet/cloud platform; realize remote monitoring, remote debugging, and remote production scheduling (managers can view production data and control the production line anywhere).
-
Unmanned Workshop: Combine AGV robots, machine vision, and automatic handling equipment to realize fully unmanned operation of the entire grinding workshop (no on-site operators, only remote monitoring).
Automating a CaCO₃ grinding production line is a systematic project—it is not a simple superposition of equipment and sensors, but a layered transformation from hardware foundation to core control, then to full-process linkage and intelligent upgrade. The core is to take PSD (D50) stability as the primary target, build a closed-loop control system based on PLC/SCADA, and realize the integration of sensing, control, execution, and management.
For small/medium CaCO₃ plants, the priority is to realize automation of the core grinding-classification section (cost-effective, quick effect); for large plants, it is necessary to build a full-process automated system with MES/ERP and realize intelligent upgrade to Industry 4.0. The ultimate effect of automation is to stabilize product quality, reduce energy consumption and labor, and improve the core competitiveness of the CaCO₃ plant.